„Die Anlaufzeiten können Auswirkungen auf die Produktionskosten eines Werkstücks haben und ganz besonders ist dies der Fall bei kleinen und mittleren Serien.“ führt Pierrick Grand – Extratole in das Thema ein. „Es handelt sich um einen Posten, an dem unbedingt gearbeitet werden muss.“ Diese Feststellung wird ebenfalls von den Herstellern von Abkantpressen geteilt. Für Gérard Boudesocque – AMADA beispielsweise, „sind die Einführungsmengen immer kleiner und daher die jährlichen Serien immer größer, denn die Einführung geschieht in kleinen Mengen, wodurch immer zeitnah und nach Bedarf produziert wird.“
Diese Feststellung wird ebenfalls von den Herstellern von Abkantpressen geteilt. Für Gérard Boudesocque – AMADA beispielsweise, „sind die Einführungsmengen immer kleiner und daher die jährlichen Serien immer größer, denn die Einführung geschieht in kleinen Mengen, wodurch immer zeitnah und nach Bedarf produziert wird.“
Serge Bourdier – Salvagnini teilt diese Meinung: „Die größte Schwierigkeit beim Biegen ist die Flexibilität. In der Tat werden die Seriengrößen immer kleiner. Man muss daher in der Lage sein möglichst schnell von einer Referenz auf die andere wechseln zu können. Diese Funktionsweise birgt viele Probleme in sich: Programmierung, Werkzeugwechsel usw.“
Und François DEBACKER – LVD fügt hinzu, dass „abgesehen davon ein gutes Werkstück zu produzieren, die Problematik der Industrie die Vorlaufzeiten sind: Montagezeit, Versuchsreihen, Einstellungen, Produktion etc. Ein gutes Werkzeug auf Anhieb herzustellen erlaubt 70% der Vorlaufzeit einzusparen.“
Das Thema mit diesen Artikeln vertiefen:
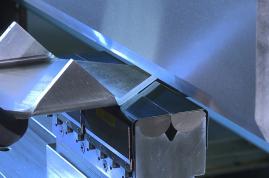
Werkzeugwechsel auf Abkantpressen
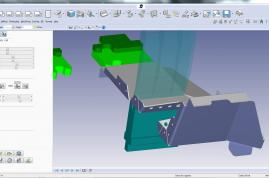
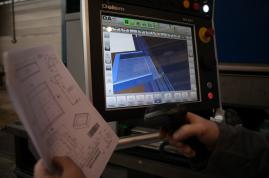
Offlineprogrammierung von Abkantpressen
Produktionsfluss und Organisation des Biegesektors
Es kann ebenfalls am Produktionsfluss gearbeitet werden, damit die halbfertigen, weiterzuverarbeitenden Werkstücke möglichst nah an den Biegestationen bereitliegen.
Gaëtan Benoit - AIMM teilt seine Erfahrung: „Unsere mittlere Produktionszeit beträgt eine Stunde: das heißt eine Einstellung und danach das Biegen der Teile eine Stunde lang. Die Anordnung der Maschinen und Werkzeuge wurde überarbeitet, um leichter zugänglich und erkennbar zu sein, damit die Einsteller sie schnell finden können. Der Bediener sollte nicht ans andere Ende der Halle gehen müssen, um ein Werkzeug zu suchen!“
Gaëtan Benoit – AIMM präzisiert weiter: „Wir haben ein Index-System ausgearbeitet und wir referenzieren die Werkstücke nach der Phase des Zuschneidens/ Stanzens für eine Lagerung im Biegebereich. Mit dem Barcode-System wird der zu produzierende Fertigungsauftrag gescannt, um sofort den Lagerort der Werkstücke zu erhalten.“
„Das auf den meisten Maschinen installierte Schutzsystem reduziert die Produktivität. Es handelt sich um eine passive Lösung, die je nach Höhe des Werkzeugs funktioniert. Es muss bei jedem Werkzeugwechsel nach links und nach rechts eingestellt werden. Eine falsche Einstellung macht die Maschine unbrauchbar.“präzisiert Mauricio Gutierrez Matta. Und fügt hinzu, dass „SafanDarley den hauseigenen Maschinen ein Sicherheitssystem eingebaut hat, das keinerlei Einstellung oder Pedalverwendung benötigt. Das Absenken des Schlittens kann in einer hohen Geschwindigkeit von bis zu 1 mm des Blechs geschehen. Es handelt sich um ein Sicherheitssystem, dass die Produktivität steigert, anstelle sie zu senken!“
Vertraulich – eingeschränkte verbreitung – copyright Metal-interface.com
Contenu