Die Ursachen des Teileausschusses geben einen interessanten Hinweis auf die zu beachtenden Punkte in Hinsicht auf die Biegestationen und die zu unternehmenden Aktionen, um diese zu begrenzen.

Fehler durch Unachtsamkeit des Biegers oder falsche Leseweise des Plans
François DEBACKER – LVD präzisiert, dass „der Hauptgrund für Ausschuss menschliches Versagen ist, wie beispielsweise wenn der Maschinenführer das Teil falsch herum einlegt und selbst wenn alle Sequenzen des Biegens und die Position der Stempel/Matrizen auf der CN angegeben sind.“
Auf diese Weise kann sich der Maschinenführer/Bieger bei Maßen täuschen, wie beispielsweise in den Fällen wenn das Innenmaß genommen wurde, anstelle des Außenmaßes.
Serge Bourdier – Salvagnini fügt hinzu, dass „die Assistenzwerkzeuge es erlauben den Maschinenführer zu leiten und ihm die richtige Information zur Verfügung stellen, im richtigen Moment, um die Station einfacher zu gestalten und Fehler zu vermeiden.“
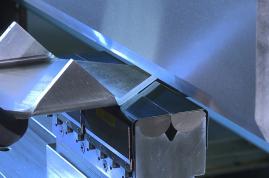
Die Laseransatzpunkte: Vorsicht auf die Präzision!
Der Ansatzpunkt für das Laserschneiden, d.h. die Stelle, an der der Laserstrahl das Schneiden beginnt, hat eine Verdickung. Wenn der Anschlag gegen diese Verdickung geschieht, wird das Werkstück leicht „schief“ sein. Die Präzision wird davon um ein oder mehrere Zehntel betroffen sein.
Die Berechnung der gestreckten Länge ist ein wichtiger, zu beachtender Punkt
Zuvor, im Planungsbüro, müssen die Unfold-Software oder CAD mit den richtigen Falzverlustwerten parametriert werden, die der Sequenz Material / Dicke / Maschine entsprechen.
Die Werkstückkontrolle
Sehr häufig kontrolliert der Bieger seine Kante, aber nicht unbedingt das Endmaß des Werkstücks. Daher kann es vorkommen, dass der Maschinenführer / Bieger die Maße des Werkstücks fälschlicherweise für richtig hält. Manchmal kann der Maschinenführer die Kanten ausgleichen und auf diese Weise in den Maßtoleranzen sein, selbst wenn die gestreckte Länge falsch war.
In den Bereichen, in denen die Präzision der Werkstücke wichtig ist, wie in Zuliefersektoren für Medizin und Luft- und Raumfahrttechnik, werden die Werkstücke kontrolliert und gegebenenfalls wenn falsch, aussortiert.
Copyright AIMM Gaëtan Benoit - AIMM teilt seine Erfahrung als Zulieferer: „Das von uns angefertigte Pareto zeigte, dass 30 bis 40% des Ausschusses an Problemen mit den Abmessungen der zu biegenden Werkstücke lag und auf unseren Maschinen älterer Generationen. Wir haben daher die Biegelinien notiert, um auf diese Weise bereits vor dem Biegen zu messen. Bevor wir also die erste Kante produzieren, messen wir die Tonnage, die Anschlagposition, um Positionierungsfehler vorwegzunehmen.“
? Messgeräte und Messausbildung an gebogenen Werkstücken
Die Messgeräte müssen kalibriert sein. Häufig fehlt den Biegern Wissen und Erfahrung beim Abmessen. Eine kleine Fortbildung dazu wie die Maße genommen werden und wie die Messgeräte eingesetzt werden, ist oft sehr nützlich.Copyright - Vervielfältigung nur mit schriftlicher Genehmigung von Metal-Interface
Contenu