Der Werkzeugwechsel auf Abkantpressen ist eine wichtige Achse zur Produktionsverbesserung. Die Zeit, in der die Abkantpresse zur Montage der Werkzeuge nicht arbeiten kann, ist lang, vor allem bei kleinen oder mittleren Serienproduktionen.
Das Gewicht der Werkzeuge beansprucht den Maschinenführer körperlich, mit Risiko für das RSI-Syndrom (Repetive Strain Injury Syndrom) und der Gefahr von Schäden beim Handling der Werkzeuge. Um dem Maschinenführer beim Werkzeugwechsel zu helfen, können die Abkantpressen mit Lösungssystemen unterschiedlichster Natur versehen werden.

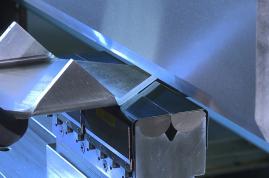
Die Werkzeugklemmsysteme auf Abkantpressen

Copyright Wilson Tool „Die hydraulischen Spannsysteme stellen den effizientesten Klemmtyp dar, u. a. was die Zeit der Anbringung und des Befestigen des Werkzeugs betrifft“ erklärt Patrick Cots – Wilson Tool. „Für die älteren Maschinen, die nicht mit einem hydraulischen System ausgestattet sind, existieren Werkzeughalter oder mechanische Spannvorrichtungen, die es ermöglichen von der Leistungsstärke einer hydraulischen Spannvorrichtung zu profitieren. Die andere Lösung wäre es, die mechanischen Werkzeughalter durch eine hydraulische Schiene zu ersetzen.“
Und Gaëtan Benoit - AIMM erzählt von seiner Erfahrung als Zulieferer: „Die hydraulische Spannvorrichtung ist ein wichtiger Komfort für den Bieger bei der Montage und Demontage der Werkzeuge. Der Maschinenführer ist nicht gezwungen die Werkzeuge festzuklopfen und mit einem Schlüssel festzuziehen. Der Maschinenführer/Einsteller drückt auf einen Knopf, die Werkzeuge werden zusammengerückt! In technischer Hinsicht ist das wirklich unvermeidbar.“
„Die Systeme mit Frontbeladung vom Typ Wila sind ebenfalls sehr interessant, um Zeit zu sparen und die Durchführung der Werkzeugwechsel weniger anstrengend zu machen.“ ergänzt Jean-Luc Topenot – Colly Bombled.Die Produktivität beim Biegen wird durch die Zeit des Werkzeugwechsels stark beeinflusst. Die Maschinenhersteller bieten Lösungen, um zu automatisieren oder einfach die hauptsächlich durch den Werkzeugwechsel verursachte Zeit zwischen zwei Serien zu verkürzen.
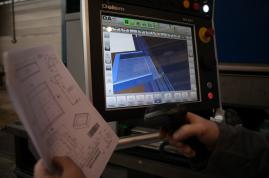
Daher, wie es Serge Bourdier – Salvagnini näher ausführt, „gibt es Dioden, die anzeigen, wo die Werkzeuge auf den Spannschienen angebracht werden müssen.“

Copyright Colly Bombled „Mehrere Systeme können dem Maschinenführer beim Handling von schweren Werkzeugen helfen, wie beispielsweise Greifarme, Tische / Wagen, die an die Stelle, an der Werkzeuge angebracht werden sollen, gestellt werden usw.“ fügt Jean-Luc Topenot – Colly Bombled in diesem Zusammenhang hinzu.
Automatisierung des Werkzeugwechsels auf Abkantpressen
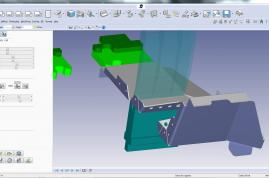
Außerdem ist die Automatisierung des Werkzeugwechsels möglich. François DEBACKER – LVD führt aus, „dass man ein in die Pfosten integriertes Werkzeugmagazin haben kann, mit Reihen von Stempeln und Matrizen. Die „Anschlagsarme“ dienen hierbei als Positionierer der Stempel-Matrize, um sie automatisch auf dem Schlitten und dem Matrizentisch anzubringen. Auf diese Weise entledigt sich das Unternehmen der Werkzeugverwaltung und der Werkzeugwechsel geschieht in verdeckter Zeit.“
Copyright Salvagnini Weiter fügt Serge Bourdier – Salvagnini hinzu, dass „wir ein innovatives Konzept auf dem Markt bieten für die in der Länge anzubringenden Stempel und Matrizen. Ein Finger versetzt automatisch die Stempel und Matrizen zwischen zwei Produktionen. Es handelt sich um eine sehr schnelle Operation. Diese Lösung ist auch mit einer verstellbaren Matrize vorstellbar, die es erlaubt von 6 mm auf 50 mm zu wechseln. In 80% der Produktionen ist die Verlängerung ausreichend und, wenn das Werkzeug nicht auf der Maschine ist, es jederzeit manuell auf die Abkantpresse durch den Maschinenführer hinzugefügt werden kann oder automatisch auf der Auto-Version und dem Werkzeugmagazin.“
Pierrick Grand – Extratole spricht über seine Erfahrung im Bereich der Automatisierung des Werkzeugwechsels. „2013 haben wir in eine Abkantpresse mit Werkzeugmagazin und automatischem Laden- und Entladen der Stempel/Matrizen investiert. Damit kann der Maschinenführer die Zeit für das Handling der Werkzeuge einsparen: Aufräumen, Montage und Demontage der Stempel und Matrizen usw. Mit diesem System beträgt die für den Werkzeugwechsel benötigte Zeit nur noch 1 bis 2 Minuten, im Vergleich dazu brauchten wir vorher 15 bis 30 Minuten ohne das Automatiksystem. Außerdem werden die Werkzeuge weniger beschädigt, denn sie sind immer aufgeräumt und werden sehr vorsichtig bewegt.“Anordnung und Ablaufsteuerung der Abkantpresse

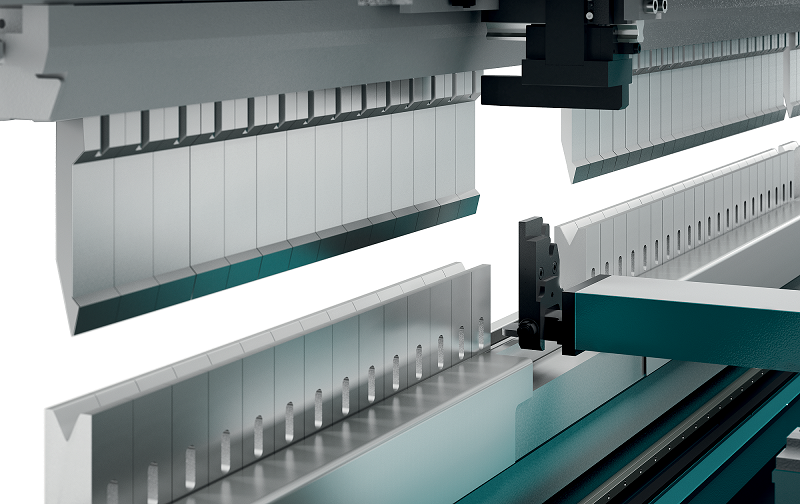
Copyright Bystronic Die Ablaufsteuerung der Abkantpresse hat ebenfalls Auswirkungen auf die Produktivität, dies gilt sowohl für eine Abkantpresse mit Magazin und automatischer Ladung, wie auch für eine klassische Abkantpresse. Die Anordnung beim Biegen der Werkstücke muss bei der Werkzeugbestückung beachtet werden, um die Werkzeugwechsel zu optimieren. Zum Beispiel bei einer auszuführenden Kante von 500 mm Länge und danach einer Kante von 400 mm, weiß die Maschine, dass sie kein Werkzeug für eine Länge von 400 mm erneut montieren muss, da das Werkstück mit demselben Werkzeug gemacht werden kann. Diese Information kann auch vorab an die Zuschneidestation übermittelt werden, damit die Werkstücke in der richtigen Reihenfolge auf die Palette gelegt werden. Auf diese Weise hat der Maschinenführer kein Problem mehr damit, die Werkstücke in die richtige Reihenfolge für das Biegen zu bringen.
Auf weniger automatisierte Weise kann das Unternehmen bereits dem Programmierer mitteilen, wenn es sich um eine Vielzahl an unterschiedlichen Stücken handelt, die längeren zu biegenden Werkstücke oben aufzulegen. Der Maschinenführer/Bieger beginnt mit den längsten Teilen. So biegt er alles, was möglich ist mit der größten Länge und reduziert die Biegelänge nach und nach wie die Teile ankommen.Gerrit Gerritsen – Bystronic teilt diese Sicht auf die Dinge und beziffert den möglichen Gewinn und schätzt, dass „die Optimierung der Sequenz der zu biegenden Werkstücke je nach Werkzeug einen Gewinn in der Größenordnung von 30% des Gewichts des gewechselten Werkzeugs erlaubt.“
Gérard Boudesocque – AMADA schließt daraus, dass „die technologischen Lösungen ebenfalls eine Rolle spielen, wie die Hiflen für die Montage der Werkzeuge: Klemmsysteme mehr oder minder automatisiert, mehr oder minder ausgefeilte Systeme mit hinterem Anschlag, Anschläge mit von bis zu 8 Achsen, um das Teil bis zum Anschlag auf Höhe seiner Referenz anbringen zu können. Die begleitenden Greifarme erlauben außerdem die Last beim Biegen zu halten, Hiebe und Ruckeln beim Biegen zu verhindern.“
Copyright - Vervielfältigung nur mit schriftlicher Genehmigung von Metal-Interface
Contenu