Mit «TiltPrevention» erhöht Bystronic die Prozesssicherheit im Laserschneiden. Die neue Funktion in BySoft 7 erstellt Schneidabläufe, bei denen das Risiko aufstehender Teile minimiert wird. Im Interview erklären die Bystronic Entwickler, wie aus der Idee eine Software-Lösung entstand.
Roland Bader verbringt viel Zeit im Testlabor von Bystronic. Er ist Entwicklungsingenieur für Laserschneidtechnologie. Irgendwann kam ihm im Labor die Idee, eine Lösung zu entwickeln, die kippende Teile im Laserschneiden verhindert. Eine Problematik, die viele Anwender täglich beschäftigt. Roland wusste: Mit dieser Lösung liesse sich die Prozesssicherheit im Laserschneiden enorm erhöhen. Roland wusste auch, dass sich diese Lösung mit einer Software realisieren lassen müsse und dass diese Lösung schon am Ursprung des eigentlichen Problems ansetzen müsse: Wie kann man Schneidpläne so programmieren, dass Teile nach dem Ausschneiden aus der Blechtafel nicht kippen?
Irgendwann kam der Software-Spezialist Alexandre Paradzinets dazu. Nun begannen der Lasertechnologe und der Software-Entwickler die Idee zur technischen Lösung weiter zu entwickeln. Alexandre programmierte auf Basis der Labordaten von Roland einen Algorithmus, der in der Lage ist, das Verhalten von Schneidteilen während dem Ausschneiden aus der Blechtafel zu simulieren. Das war der Schlüssel für die neue BySoft 7 Funktion «TiltPrevention».
Was kann man am Laserschneiden neben Leistung und Geschwindigkeit noch verbessern?
Faserlaser werden heute mit Laserleistungen eingesetzt, die hohe Schneidgeschwindigkeiten und Anwendungen bis in Blechstärken von 30 Millimetern erlauben. Was kann man am Laserschneiden neben Leistung und Geschwindigkeit noch verbessern?
Roland: Für viele unserer Kunden sind Schneidteile, die nach dem Ausschnitt aus der Blechtafel kippen oder aufstehen, ein Problem. Das führt zu Schneidabbruch, Ausschuss und zu Schäden am Schneidkopf. Kippende Teile behindern auch das automatisierte Abräumen der Laserschneidanlage.
Wie gehen Anwender bisher mit diesem Problem um?
Roland: Es gibt die Holzhammer-Methode. Dabei werden Mikrostege als Fixierung eingesetzt. Dann kippt nichts mehr. Mikrostege bedeuten aber auch mehr Arbeit und kosten Zeit. Die Blechteile müssen nach dem Laserschneiden manuell aus dem Restgitter gelöst und nachbearbeitet werden.
Alexandre: Eine andere Möglichkeit ist, dass der Schneidkopf riskante Teile umfährt. Das löst aber nicht das ursprüngliche Problem. Teile stehen damit immer noch auf und bleiben ein Risiko. Die beste Methode wäre, Schneidpläne so zu programmieren, dass Teile beim Ausschneiden gar nicht erst kippen. Aber dazu braucht es beim Programmieren entweder sehr viel Erfahrung und Zeit. Oder einen intelligenten Algorithmus, der alle Parameter automatisch berücksichtigt.
Als Laie fragt man sich, warum kippen Teile beim Laserschneiden eigentlich?
Roland: Eine Ursache ist der Gasdruck, der beim Laserschneiden aus der Schneiddüse strömt und auf das Teil drückt. Je nach Material und Schneidanwendung variiert dieser Druck. Er löst die Hebelwirkung aus, die dazu führt, dass ein Teil kippt, sobald es aus der Blechtafel ausgeschnitten ist.
Bei welchen Schneidanwendungen ist die Gefahr kippender Teile am höchsten?
Roland: Bei dünnen bis mittelstarken Teilen. Das heisst in Blechstärken von 0,8 bis 8 Millimeter. Auch bei kleinen Teilen mit einer Länge von bis zu 400 Millimeter. Bei leichten Aluminiumteilen und bei Schneidabläufen, bei denen ein hoher Gasdruck aus der Schneiddüse strömt.
Habt Ihr die Funktion «TiltPrevention» entwickelt. Was ist die Idee dahinter?
Um das Problem kippender Teile zu lösen, habt Ihr die Funktion «TiltPrevention» entwickelt. Was ist die Idee dahinter?
Alexandre: TiltPrevention erhöht die Sicherheit im Laserschneidprozess. Es ist eine integrierte Assistenzfunktion in BySoft 7. Anwender erstellen damit optimale Schneidpläne. Und das in kürzester Zeit. Vor allem bei häufig wechselnden Aufträgen vereinfacht das die Schneidvorbereitung.
Um das Laserschneiden zu optimieren geht «TiltPrevention» einen besonderen Weg.
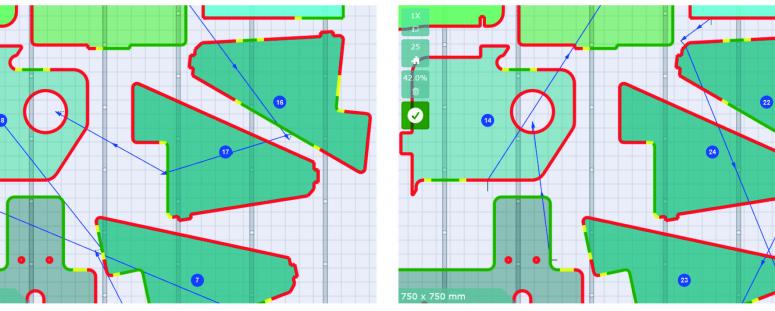
Alexandre: Die Funktion setzt am Ursprung an. TiltPrevention gestaltet Schneidpläne so, dass Teile gar nicht erst aufstehen. Entscheidend sind dabei die Ein- und Ausstichpunkte des Lasers und die Schneidwege über die gesamte Blechtafel hinweg. So entsteht eine ideale Schneidabfolge aller auf einem Schneidplan befindlichen Teile.
Roland: Anwender können sich dabei entweder ganz auf TiltPrevention verlassen oder Anpassungen am Schneidplan vornehmen, den BySoft 7 vorschlägt. So bleibt genügend Freiheit für all jene, die zum Beispiel die Schachtelung von Teilen verändern oder Einstichpunkte des Lasers verschieben möchten.
Wo bringt «TiltPrevention» den grössten Nutzen?
Roland: Viele unserer Kunden sind als Lohnfertiger tätig. Bei diesen Anwendern entstehen nahezu jeden Tag neue Schneidpläne. Dabei geht es oft um ständig wechselnde Teile, die innerhalb kurzer Zeit ausgeliefert werden müssen. Diesen Anwendern hilft TiltPrevention dabei, Zeit beim Programmieren zu sparen und sichere Schneidprozesse zu erstellen.
Alexandre: Noch ein weiterer Vorteil entsteht. Mit TiltPrevention können Anwender auf Mikrostege verzichten. Das spart Zeit bei der Nachbearbeitung der Schneidteile. Das Entfernen der Spuren, die Mikrostege an den Schneidteilen hinterlassen, entfällt.
Welche Rolle spielen Kunden bei der Entwicklung neuer Funktionen und Technologien?
Roland: Wir binden häufig Kunden in die Entwicklungsprozesse bei Bystronic ein. Das hilft uns dabei, ein Produkt so zu entwickeln, dass es im industriellen Umfeld besteht und dort für Anwender einen hohen Mehrwert bringt. Von unseren Testkunden erhalten wir wertvolle Rückmeldungen, mit denen wir entstehende Produkte wirklich marktreif machen. Einige dieser Kunden haben sehr spezielle und aufwendige Anwendungen. Damit unterziehen wir unsere Produkte einem Härtetest über ein sehr breites Anwendungsspektrum hinweg.
2D-Laserschneidanlagen für die Blechbearbeitung BYSTRONIC
Contenu