„Das Industrieunternehmen oder der Zulieferer produziert Wert, wenn die Abkantpresse gerade Werkstücke biegt. Die Tatsache die Biege-Programmierung an Programmierstationen in einem Büro zu verlagern, erlaubt eine Erhöhung der Maschinenproduktivität“ führt Gérard Boudesocque – AMADA in das Thema ein.
Und Serge Bourdier - Salvagnini bestätigt, „dass die Tatsache, dass wenn ein Bieger die Programmierung auf der Abkantpresse vornimmt, zur Folge hat, dass die Maschine in dieser Zeit nichts produziert und der Bieger nichts biegt.“

Copyright HACO Programmierungssoftware erlauben eine Verbesserung der Produktivität der Biegestation, einerseits indem die Programmierung der Presse zu einem Programmierer im Methodenbüro verlagert wird, andererseits die gestreckte Länge der Werkstücke zu verbessern und die Verwaltung durch eine feinere Abwicklung der Durchgänge auf den Abkantpressen verbessert wird
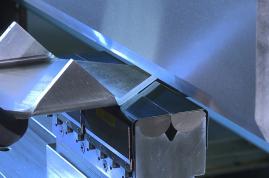
Werkzeug-Datenbasis
Biegesoftware-Datenbasis. Auf diese Weise hat der Programmierer über die Biegesoftware eine präzisen Überblick über die zur Verfügung stehenden Werkzeuge: Länge, Radien, Anzahl, Abnutzung usw.
Einige Arten von CAM-Biegesoftware, wie es Gérard Boudesocque – AMADA präzisiert, „erlauben es von der Abkantpresse zur Software der zur Verfügung stehenden Biegewerkzeuge die Verluste der entsprechenden Falze und viele andere Informationen zurückzuverfolgen.“
Die Datenbasis von Stempeln und Matrizen erlaubt es anschließend alle Schritte zur Biegeprogrammierung auf feinst mögliche Weise durchzuführen.
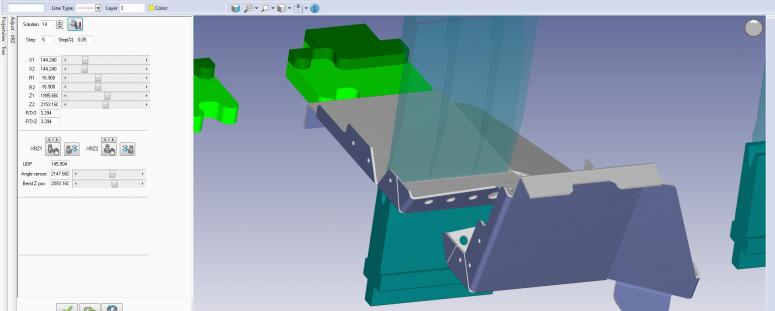
Entfaltung ausgehend von 3D
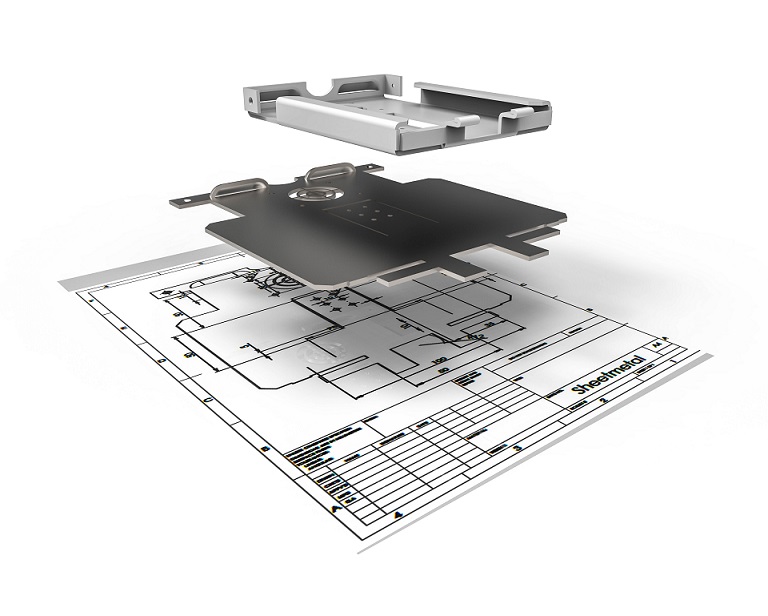 „Die Berechnung der gestreckten Länge des Werkstücks ist von großer Wichtigkeit, insbesondere für zusammengesetzte Werkstücke. Sie hat Auswirkungen auf die Phase der Zusammensetzung und kann diese sogar unmöglich machen, beispielsweise im Fall einer Verwendung von Zapfen und Einschnitt. Die gestreckte Länge wird häufig ausgehend vom K-Faktor in der CAM-Software berechnet. Oft wählt oder definiert dabei der Bieger die am besten passenden Matrize und Stempel, während die gestreckte Länge des Werkstücks bereits durch das Methodenbüro durchgeführt wurde. Die Berechnung der Entfaltung und des Verlusts beim Biegen sollte jedoch ausgehend von den auf der Abkantpresse verwendeten Werkzeugen basieren.“ erklärt François DEBACKER – LVD.
„Die Berechnung der gestreckten Länge des Werkstücks ist von großer Wichtigkeit, insbesondere für zusammengesetzte Werkstücke. Sie hat Auswirkungen auf die Phase der Zusammensetzung und kann diese sogar unmöglich machen, beispielsweise im Fall einer Verwendung von Zapfen und Einschnitt. Die gestreckte Länge wird häufig ausgehend vom K-Faktor in der CAM-Software berechnet. Oft wählt oder definiert dabei der Bieger die am besten passenden Matrize und Stempel, während die gestreckte Länge des Werkstücks bereits durch das Methodenbüro durchgeführt wurde. Die Berechnung der Entfaltung und des Verlusts beim Biegen sollte jedoch ausgehend von den auf der Abkantpresse verwendeten Werkzeugen basieren.“ erklärt François DEBACKER – LVD.Die Problematik liegt genau hier, wenn eine gestreckte Länge nicht genau und die Präzision des Endwerkstücks davon betroffen ist. Aus diesem Grund kann die Berechnung der gestreckten Länge nur dann exakt sein, wenn sie in Kenntnis des verwendeten Werkzeugs ausgeführt wird.
Gérard Boudesocque – AMADA erklärt die Funktionsweise, um zu einer korrekten gestreckten Länge zu kommen. „Die Biegesoftware erkennt das 3D-Werkstück, seine Dicke, die Materialnuance und schlägt eine passende Matrize an. Ausgehend von dieser Matrize kann die gestreckte Länge mit einem Verlust an der entsprechenden Kante mit den unterschiedlichen Parametern durchzuführen. Sobald die Entfaltung durchgeführt wurde, kann die gestreckte Länge des Werkstücks geschnitten werden.“
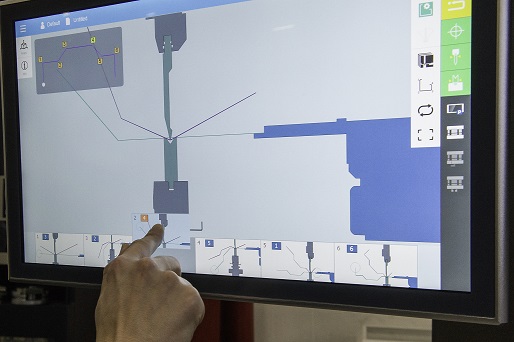
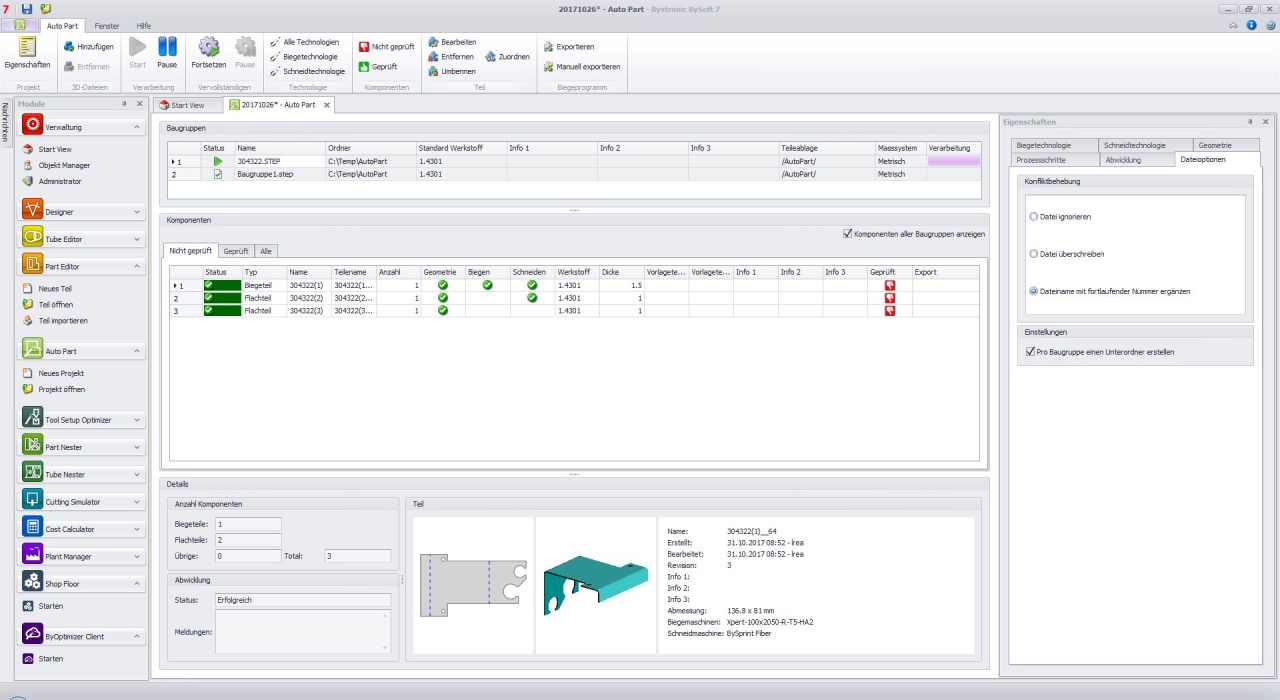
Biegesequenzen

Copyright Bystronic Nachdem die Werkzeuge beim Biegen zugewiesen wurden (vorhergehendes Kapitel), bietet die CAM-Software (normalerweise) automatisch an:
• eine Biege-Sequenz,
• die Definition jeder Anschlagposition,
• die Simulation, um eventuelle Kollisionen mit der Abkantpresse und den Werkzeugen zu erkennen.
Kommunikation und Produktionsdokumentation
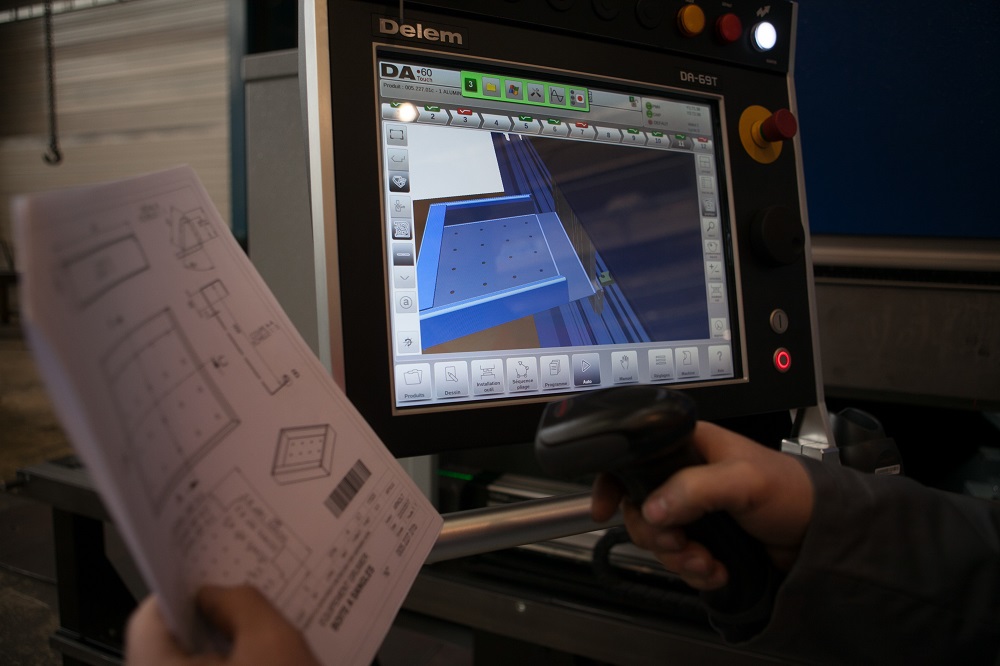
Copyright Colly-Bombled Wenn die Maschine mit einem Kommunikationsport ausgestattet ist (Einbinden der Abkantpresse ins Netzwerk) kann das Programm direkt vom Bieger über die digitale Steuerung der Abkantpresse aufgerufen werden. Er kann außerdem eine Digitalsteuerung der Informationen nutzen, die ihm die Produktion erlauben.
Für die älteren Maschinen, die nicht in ein Netzwerk eingebunden werden können, stellt Software dem Bieger mehrere Dokumente für die Produktion zur Verfügung:
- das Eingabeprogramm für die digitale Steuerung,
- die Liste der verwendeten Werkzeuge und ihre Positionen,
- die Position der Anschläge,
- die Sequenz der durchzuführenden Kanten usw.
Arbeitsplanung der Abkantpresse
Copyright Bystronic Die Software kann es erlauben die optimale Reihenfolge für die zu produzierenden Referenzen zu finden und auf diese Weise die Anzahl von Werkzeugwechseln einzuschränken.
Gerrit Gerritsen – Bystronic betrachtet es „als essentiell die Arbeitsplanung der zu biegenden Referenzen zu verwalten, denn dies spielt eine wichtige Rolle für die Reduzierung von unnötigem Werkzeughandling und einen großen Zeitgewinn zwischen den Produktionen. Und mit der Industrie 4.0 gehen wir sogar noch weiter, denn die Werkzeuge können in den globalen Informationsfluss des Unternehmens integriert werden.“Und Pierrick Grand – Extratole nennt abschließend ein Beispiel aus seinem Unternehmen: „Bis 2013 machten wir die Biege-Programmierung direkt auf den Abkantpressen und die Wahl des Werkzeugs unterlag der Verantwortung des Bedieners. Seitdem haben wir unseren gesamten Abkantpressenpark in einem Netzwerk zusammengefasst, um so die Abkantpressen auf einem ausgelagerten Posten zu programmieren.
Für die Maschinen, die nicht mit einem automatisierten System für das Werkzeughandling ausgestattet sind, erhält der Bieger eine Liste mit den für die Produktion nötigen Werkzeugen. Die Zuweisung der Werkzeuge ist effizienter, dann sie wird direkt beim Entfalten durchgeführt. Auf diese Weise werden Fehler vermieden, u. a. Fehler durch Verlust an den Kanten und der Bediener gewinnt an Zeit. Vorab simuliert die ausgelagerte Biege-Software das Biegen der komplexen Werkstücke um Konflikte zu vermeiden. Die Sequenzierung wird ebenfalls vorbereitet; der Bediener kennt so die Reihenfolge der Durchführung der Kanten mit der Gewissheit, dass es sich um eine optimale Funktionsweise handelt. Die Anzahl der Teststücke wird auch reduziert, denn der Bediener muss weniger Tests durchführen.“
Copyright - Vervielfältigung nur mit schriftlicher Genehmigung von Metal-Interface
Contenu