Les causes de rebut de pièces donnent une indication intéressante des points d'attention à avoir au niveau des postes de pliage et les actions à mettre en œuvre pour les limiter.

Erreurs d’inattention du plieur ou une mauvaise lecture de plan
François DEBACKER – LVD précise que « la cause principale de rebut est l'erreur humaine, comme lorsque l'opérateur met la pièce dans le mauvais sens et même si toutes les séquences de pliage et la position des poinçons/matière sont indiquées sur la CN. »
Ainsi, l'opérateur plieur peut se tromper sur une cote, comme par exemple les cas où c'est la cote intérieure qui est prise, au lieu de prendre la cote extérieure.
Serge Bourdier – Salvagnini ajoute que « les outils d'assistances permettent de guider l'opérateur en apportant la bonne information, au bon moment, pour rendre le poste plus simple et limiter les erreurs. »
Les points d'amorçage laser : attention à la précision !
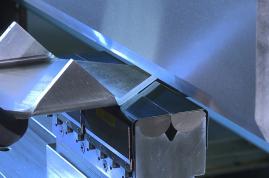
Le point d'amorçage en découpe laser, c'est-à-dire l'endroit où le faisceau laser a commencé la découpe, génère une surépaisseur. Si la butée est contre ce point de surépaisseur, la pièce va être légèrement de « travers ». La précision sera alors impactée d'un ou plusieurs dixièmes.
Le calcul du développé est un point d'attention important
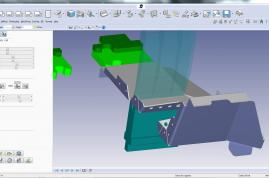
En amont, au bureau d'étude, les logiciels de dépliage ou de CAO doivent être paramétrés avec les bonnes valeurs de pertes aux plis correspondant à la séquence matière/épaisseur/machine.
Le contrôle des pièces
Bien souvent, le plieur va contrôler son pli, mais pas forcément la cote finale de la pièce. Ainsi, l'opérateur pliage peut considérer la pièce bonne même si les dimensions ne correspondent pas. Parfois, l'opérateur peut équilibrer les plis et être ainsi dans les tolérances dimensionnelles, même si le développé était mauvais.
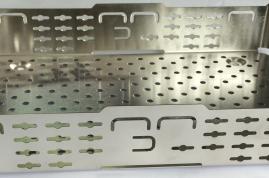
Dans des secteurs où la précision des pièces est importante, comme dans la sous-traitance pour le médical ou l'aéronautique, les pièces sont contrôlées et rebutées si mauvaises.
Copyright AIMM Et Gaëtan Benoit - AIMM partage son expérience en sous-traitance, « le pareto que nous avions réalisé montrait que 30 à 40 % des rebuts étaient liés à des problèmes dimensionnels de la pièce à plier et sur nos machines anciennes génération. Nous avons donc noté les lignes de plis, afin de mesurer avant même de plier la pièce. Ainsi, avant même de produire le premier pli, nous mesurons la jauge, la position de la butée pour anticiper les défauts de positionnement. »
? Outils de mesures et formation à la prise de cote de pièces pliées
Les outils de mesure doivent être étalonnés. Les opérateurs pliage ont parfois un manque de connaissance et d'expérience sur la prise de cote. Une petite formation sur la manière de prendre les cotes et d'utiliser les outils de mesure est souvent bien utile.
Copyright - reproduction interdite sans autorisation écrite de Metal-Interface
Contenu