Les caractéristiques de la matière sont différentes en fonction du sens de laminage. En effet, la matière ne réagit pas de la même manière si la pièce est pliée dans le sens de la fibre, ou perpendiculairement.
Mais également, certaines matières sont plus sensibles, comme l'aluminium, et d'autres le sont moins, avec l'inox par exemple.
Il faut aussi prendre en compte que la fibre est plus rigide dans un sens que dans l'autre :- Lorsqu'une pièce est pliée en contresens du laminage, la résistance au pliage est plus forte. Ainsi, la pression nécessaire pour arriver à tenir l'angle sera plus importante, du fait d'un fort retour élastique.
- Par contre, lorsque le pliage est réalisé dans le sens de la fibre, la matière sera plus facile à « casser », car le retour élastique moins important et le pliage plus régulier.
Photo-illustration : copyright société AIMM - Groupe AIM
Une solution : plier les pièces à 45° par rapport au sens de la fibre
 Pour optimiser les contraintes et avantages du sens de laminage, les industriels produisant des pièces à forte exigence, comme dans l'aéronautique par exemple, découpent les pièces « à 45° ». Par contre, il est à noter que ce mode de fonctionnement de pliage « à 45° » vient souvent au détriment du taux de chute, car l'imbrication au moment de la découpe est moins optimisable.
Pour optimiser les contraintes et avantages du sens de laminage, les industriels produisant des pièces à forte exigence, comme dans l'aéronautique par exemple, découpent les pièces « à 45° ». Par contre, il est à noter que ce mode de fonctionnement de pliage « à 45° » vient souvent au détriment du taux de chute, car l'imbrication au moment de la découpe est moins optimisable.
Découper une pièce « à 45° par rapport au sens de laminage » signifie que la fibre est positionnée à 45° par rapport aux plis, ce qui permet une résistance constante sur toute la longueur des plis. La répétabilité et la tenue mécanique de la pièce sont ainsi meilleures.
Ainsi, Pierrick Grand – Extratole explique « pour les productions dans le secteur aéronautique, nous découpons systématiquement les pièces à 45 degrés par rapport à la fibre pour répondre aux contraintes de précision de ce secteur.
Dans la majorité des autres cas, nous préférons optimiser la matière en imbriquant sans limiter le sens de rotation des pièces. » Le positionnement à 45° apporte également une régularité au niveau de l'angle de pliage, qui permet de conserver un seul réglage pour tous les plis identiques. En comparaison, comme lors du pliage d'une boîte qui aurait été découpée « à 90° par rapport au sens de la fibre », un double réglage sera nécessaire : le premier pour plier les 2 plis se trouvant dans le sens de la fibre, puis un second pour les 2 plis se trouvant dans l'autre sens.
Le positionnement à 45° apporte également une régularité au niveau de l'angle de pliage, qui permet de conserver un seul réglage pour tous les plis identiques. En comparaison, comme lors du pliage d'une boîte qui aurait été découpée « à 90° par rapport au sens de la fibre », un double réglage sera nécessaire : le premier pour plier les 2 plis se trouvant dans le sens de la fibre, puis un second pour les 2 plis se trouvant dans l'autre sens.
Gerrit Gerritsen – Bystronic ajoute « pour limiter les problématique de sens de la laminage et de retour élastique, il faut un rayon de poinçon au moins de l'épaisseur de la tôle. C'est moins de déchet, moins de rebut et donc plus de pièce juste. »
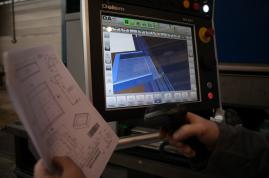
Le pliage se prépare en amont dès la découpe

Copyright Bystronic - Tri des pièces en amont du pliage Une préparation du pliage en amont au moment de la découpe des pièces est un élément important.
Dans le cas d'un positionnement à 45°, l'objectif de l'entreprise va être de contraindre l'imbrication afin d'obtenir, lors du pliage, le niveau de résistance et la constance les plus optimum.
A contrario, quand le choix est d'optimiser la matière, l'entreprise va imbriquer les pièces sans particulièrement prendre en compte le sens de laminage.Clément Contet - Arcode, détaille alors que, « dans ce cas de figure, le plieur doit interroger l'imbrication laser ou poinçonnage pour voir comment ont été découpé les pièces. S'il y a des pièces dans les deux sens du laminage, l'opérateur contrôlera pour être dans la tolérance. »
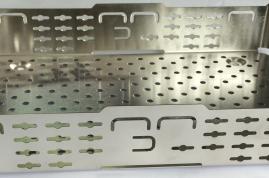
Ainsi, il est intéressant d'apporter une attention particulière au tri des pièces en sortie de la machine de découpe. En triant les pièces par paquets en fonction du sens de laminage, le plieur va économiser des risques d'erreur ou de rebut, et la presse plieuse gagne en temps de cycle car l'opérateur aura moins de temps de préparation.
Copyright - reproduction interdite sans autorisation écrite de Metal-Interface
Contenu