Une des missions clés d’un plieur est de corriger l'angle de pliage. Cette opération vise à assurer la précision et l'uniformité des plis réalisés sur les pièces produites. Ces corrections de l’opérateur viennent souvent compenser les déformations du bâti de la machine, des problèmes d'outillage, des aspects liés à la matière, etc. La multitude de causes possibles rend difficile de connaître les raisons sur l'angle corrigé par l'opérateur. Or, sans une analyse fine des causes, il est impossible de limiter les corrections, et donc de réduire le temps consacré au réglage des machines. Cette étape est donc réellement un enjeu de productivité, d’autant que le temps de fonctionnement d'une presse plieuse est estimé à seulement 40% en moyenne.
Une des missions clés d’un plieur est de corriger l'angle de pliage. Cette opération vise à assurer la précision et l'uniformité des plis réalisés sur les pièces produites. Ces corrections de l’opérateur viennent souvent compenser les déformations du bâti de la machine, des problèmes d'outillage, des aspects liés à la matière, etc. La multitude de causes possibles rend difficile de connaître les raisons sur l'angle corrigé par l'opérateur. Or, sans une analyse fine des causes, il est impossible de limiter les corrections, et donc de réduire le temps consacré au réglage des machines. Cette étape est donc réellement un enjeu de productivité, d’autant que le temps de fonctionnement d'une presse plieuse est estimé à seulement 40% en moyenne.Dans le cadre de cet article, Metal-Interface a rencontré Gerrit Gerritsen, Consultant Technique de Bystronic pour le pliage au siège Suisse de l'entreprise. Dans le domaine du pliage depuis près de 30 années, il nous apporte sa vision du sujet.
Gerrit Gerritsen explique que, « lorsqu'un opérateur pliage fait des corrections importantes, comme 6 degrés par exemple, cela veut dire qu'il y a plusieurs défauts sur la machine et/ou sur la matière qui sont corrigés. Cela peut être une déformation des montants du bâti à cause des variations de température, une machine mal indexée, un retour élastique, le sens de laminage, un outil usé, une mauvaise compensation, ou autre raison. »
Pour pallier à cette difficulté, il faut isoler d'un côté les causes liées à des défauts de la machine, éliminer les difficultés liées aux outils, et de l'autre celles liées à la pièce pliée.
Etape 1 : Corriger toutes les déformations liées à la machine et à son bâti
Les défauts d'angle de pliage viennent en premier lieu des déformations que subit la machine par :
- le bombage du tablier lors de l'opération de pliage,
- les variations de température,l'usage quotidien de la machine,
- etc.
La première qualité d'une presse plieuse est donc de pouvoir compenser de manière automatique, et en temps réel, les déformations que subit le bâti de la machine.
Gerrit Gerritsen détaille que, « pour contrer et compenser la déformation de la presse plieuse, il est nécessaire d'avoir :
- plusieurs vérins hydrauliques sur la longueur de la plieuse, afin de compenser par un effort inverse les déformations du sommier de la plieuse à l'endroit exact où il se produit,
- le contrôle de la force de manière indépendante dans chaque vérin et en temps réel,
- la modification de la profondeur de l'outil dans la matrice en fonction de la pression mesurée dans les vérins. »
Et ajoute que, « grâce à ce fonctionnement, toutes les pièces sont pliées de manière linéaire. Ainsi, deux pièces seront identiques dans toutes les conditions de déformation du bâti de la presse plieuse. »
Approfondissez ce sujet avec notre article :
Presse plieuse: comment être précis, répétable et simple d'utilisation ?
Etape 2 : Éliminer les problèmes liés aux outils
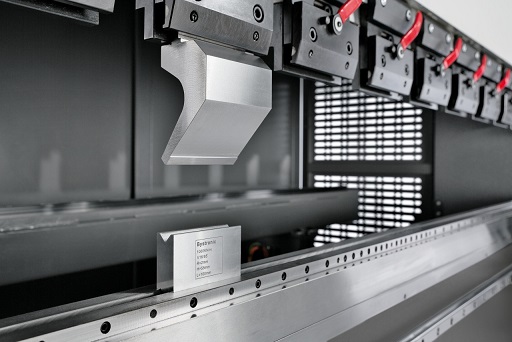 Il est essentiel de supprimer toutes les erreurs possibles dûes aux outils, comme le pliage avec le mauvais rayon, la mauvaise ouverture du vé, le montage inversé d'un outil de manière inappropriée, etc.
Il est essentiel de supprimer toutes les erreurs possibles dûes aux outils, comme le pliage avec le mauvais rayon, la mauvaise ouverture du vé, le montage inversé d'un outil de manière inappropriée, etc.Et Gerrit Gerritsen d'ajouter « Les changeurs automatiques d'outils et les systèmes de reconnaissance optique des outils évitent ce type d'erreurs. »
Etape 3 : Corriger tous les défauts liés à la matière
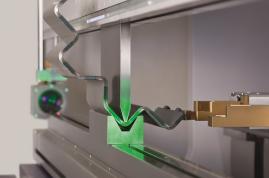
L'opérateur, aidé par un contrôleur d'angle dynamique, n'intervient plus sur les défauts d'angle liés à la déformation de la machine, puisqu'ils ont été isolés et réglés par la machine.
 Le plieur peut donc se concentrer sur les aspects matières qui peuvent avoir un impact de l'ordre du degré sur l'angle de pliage. Cela peut être par exemple le retour élastique, ou le sens de la pièce par rapport au laminage.
Le plieur peut donc se concentrer sur les aspects matières qui peuvent avoir un impact de l'ordre du degré sur l'angle de pliage. Cela peut être par exemple le retour élastique, ou le sens de la pièce par rapport au laminage.Pour ce faire, l'opérateur plieur a besoin d'instruments de mesure d'angle de qualité. Et son environnement de travail doit lui permettre de lire les plans dans de bonnes conditions (luminosité, propreté, etc.).
« L'opérateur ne subit alors plus, mais peut réellement apprendre de la machine, en analysant les causes des déformations en fonction d'un lot de matière ou de sa provenance par exemple. » conclut Gerrit Gerritsen.
Voir le catalogue des presses plieuses Bystronic !En savoir plus sur Bystronic !
Copyright - reproduction interdite sans autorisation écrite de Metal-Interface
Contenu