« Les temps de mise en route peuvent avoir une incidence sur les coûts de production d’une pièce, et plus particulièrement sur les petites et moyennes séries. » introduit Pierrick Grand – Extratole. « C'est un poste sur lequel il est indispensable de travailler. »
 Ce constat est également partagé par les constructeurs de presses plieuses. Ainsi, pour Gérard Boudesocque – AMADA, « les quantités de lancement sont de plus en plus petites, et même lors de séries annuelles plus importante, le lancement se fait par petite quantité, la logique étant de produire en juste à temps et à la demande.»
Ce constat est également partagé par les constructeurs de presses plieuses. Ainsi, pour Gérard Boudesocque – AMADA, « les quantités de lancement sont de plus en plus petites, et même lors de séries annuelles plus importante, le lancement se fait par petite quantité, la logique étant de produire en juste à temps et à la demande.»
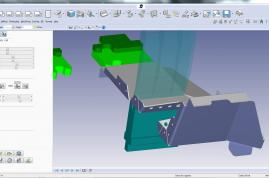
Serge Bourdier – Salvagnini partage cette opinion. « La plus grosse difficulté en pliage est la flexibilité. En effet, les tailles de lot ne font que réduire. Il faut être en capacité de passer le plus rapidement possible d'une référence à une autre. Ce mode de fonctionnement pose de nombreux problèmes : programmation, changement d'outils, etc. »
Et François DEBACKER – LVD d'ajouter que, « au delà de produire une bonne pièce, la problématique de l'industriel concerne les temps de mise en œuvre : temps de montage, d'essais, de réglage, de production, etc. Réaliser une pièce bonne du premier coup permet un gain de 70% du temps de mise en route. »

Approfondir en lisant l'article :
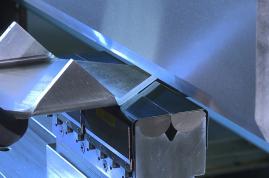
Les changements d'outils sur presse plieuse
Flux de production et organisation du secteur pliage
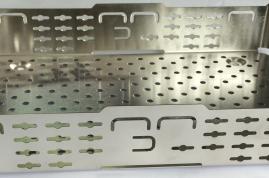
Le flux de production peut être aussi travaillé pour que les pièces semi-finies en attente de pliage soit au plus près des îlots pliage.
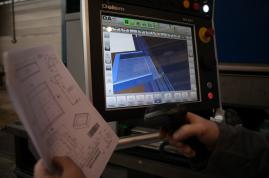
Gaëtan Benoit - AIMM partage ainsi son expérience. « Notre temps de production moyen en pliage est d'une heure : c'est à dire un réglage puis derrière, le pliage des pièces pendant 1 heure. L'agencement des machines et des outils a été revu pour être plus facilement accessible et identifié afin que les régleurs puissent les trouver rapidement. L'opérateur ne doit pas aller au bout de l'atelier chercher un outil ! »Puis Gaëtan Benoit - AIMM précise : « nous avons mis en place un système d'indexage et nous référençons les pièces après la phase de découpe/poinçonnage pour le stockage dans le secteur pliage. Avec le système de code-barres, on scanne l'OF à produire pour avoir immédiatement l’emplacement du stockage des pièces. »
Enfin, Mauricio Gutierrez Matta – SafanDarley considère que la sécurité a également un impact sur le temps de changement de série : « le système de protection installé sur la plupart des machines réduit la productivité. Il s'agit d'une solution passive qui fonctionne en fonction de la hauteur de l'outillage. Il doit être réglé à chaque changement d'outillage à gauche et à droite. Un mauvais réglage met en défaut la machine. » et ajoute « SafanDarley a intégré dans ses machines un système de sécurité qui ne nécessite ni réglage, ni utilisation d'une pédale. La descente du coulisseau peut même se faire en haute vitesse jusqu'à 1 mm de la tôle. C'est un système de sécurité qui augmente la productivité au lieu de la diminuer ! »
Copyright - reproduction interdite sans autorisation écrite de Metal-Interface
Contenu