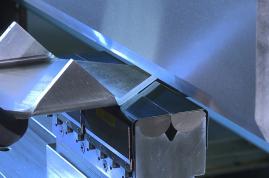
Le bombage est une déformation du coulisseau et du sommier induite lors de l'opération de pliage par la force du tablier. Si cette déformation n'est pas compensée, l'angle de pliage est irrégulier. La majorité des presses plieuses sont équipées de système de bombage.

Clément Contet - Arcode témoigne de son expérience de sous-traitant. « Les facteurs comme la matière, la longueur et la tolérance sont des éléments importants en pliage et impliquent l'utilisation de système de bombage. Nous produisons des pièces de 6 mètres et sans bombage le pli est complètement faux ! Il y a une déformation très importante. »

Copyright Bystronic Ainsi, Gerrit Gerritsen – Bystronic explique que « pour contrer et compenser la déformation de la presse plieuse, il est nécessaire d'avoir :
- Plusieurs vérins hydrauliques sur la longueur et à mi-hauteur du tablier inférieur, garantissant une compensation parfaite de la déformation de la machine causée par la pliage de la pièce.
- La quantité de compensation et la position exacte de cette déformation doivent être mesurées avec des capteurs de pression de manière indépendante dans les cylindres. Tout cela doit se faire en temps réel pendant le pliage.
- Le « bombage dynamique » doit permettre un parallélisme parfait entre les tabliers supérieure et inférieure, et en résulte donc un angle constant sur toute la longueur du pli.
- D'autres déformations, telles que la déflexion des montants latéraux ou le changement de température, doivent entraîner une correction directe du point mort bas. »
Enfin, pour Mauricio Gutierrez Matta – SafanDarley, une autre solution existe : « nous avons inventé et breveté pour nos Presses Plieuses de haute précision et 100 % électriques un système de poulies et de courroie qui permet d'éviter le bombage dans 99 % des situations. La force est répartie tout le long de la tôle à plier de manière uniforme. La suppression du bombage permet une amélioration de la précision des pièces pliées. »
Le contrôle par l'opérateur plieur

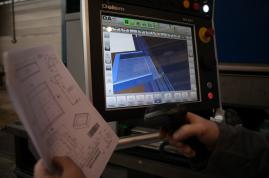
Copyright société AIMM Côté opérateur, l'habitude d'un contrôle en 3 points de la pièce pliée permet de détecter les problèmes de bombage.
Et Daniel Corbion – CDMO conseille de « travailler au centre de la presse plieuse pour éviter de « biaiser » la machine. »
Gaëtan Benoit - AIMM partage son vécu de sous-traitant. « Lors de la première pièce, nous contrôlons tous les plis et tous les angles, ainsi que les cotes fonctionnelles. C'est le plieur-régleur qui est en autocontrôle et qui valide sa pièce avant de commencer la production. »
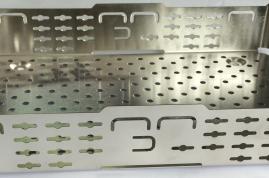
Les correcteurs d'angles sur presse plieuse
Les correcteurs d'angles offrent également une aide au plieur, qui va indiquer la cote à droite, à gauche et au centre et la presse plieuse va faire les corrections automatiquement. Concrètement, après la première pièce, l'opérateur presse plieuse va prendre les cotes et va indiquer, par exemple, qu'à gauche il manque 1°, à droite c'est correct et au milieu qu'il manque 1,5°, ceci afin que la machine face la correction nécessaire.

Copyright Colly-Bombled François DEBACKER – LVD précise : « Beaucoup de contrôleurs d'angle réalisent l'opération en 2 étapes : la mesure de l'angle puis la correction. Notre système contrôle fait la correction en même temps, par l'utilisation d'une base de données en fonction des matières pliées, ce qui permet de ne pas augmenter le temps de pliage. »
Serge Bourdier – Salvagnini ajoute que « le contrôleur d'angle est parfois contraignant car nécessite d'avoir des matrices de la même hauteur. Si le contrôleur a une plage de lecture de plus de 50mm, cela permet d'avoir des matrices de tailles différentes, comme par exemple une matrice de 70 mm et une de 100 mm. »
Enfin et pour conclure, le contrôleur d'angle peut être intéressant, mais a tout de même des limites d'applications. Un pli qui ne sort pas de la matrice ne pourra pas être mesuré par exemple.
Copyright - reproduction interdite sans autorisation écrite de Metal-Interface
Contenu