Pierrick Grand - Extratole puts forward that "Start-up times can affect part production costs, especially small and medium-sized series ". “This is a work station on which it is essential to focus on. “
 This finding is shared by press brake manufacturers. Gérard Boudesocque - AMADA, for example, explains that "launch quantities are becoming smaller and, even in larger annual series, launching is carries out in small quantities, the logic being to produce just in time and on demand. »
This finding is shared by press brake manufacturers. Gérard Boudesocque - AMADA, for example, explains that "launch quantities are becoming smaller and, even in larger annual series, launching is carries out in small quantities, the logic being to produce just in time and on demand. »
Serge Bourdier - Salvagnini shares this opinion. "The most substantial difficulty with bending is flexibility. Batch sizes are in fact reducing. You have to be able to move from one reference to another as quickly as possible. This way of working poses various problems: programming, tool changing, etc."
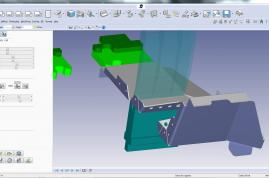
And François DEBACKER - LVD adds that "beyond producing a good part, the manufacturer's problem involves implementation time: assembly time, testing, adjustment, production, etc. Producing a good part the first time saves 70% of the start-up time. »
Learn more by reading article:
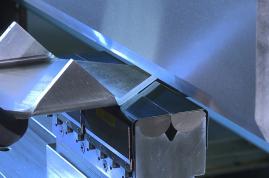
Tool changes on press brakes
Bending workflow and organization
The workflow can also be worked on so that semi-finished parts waiting to be bent are closer to the bending cells.
Gaëtan Benoit - AIMM shares his experience. "Our average bending production time is of one hour: that is to say an adjustment then behind, bending of parts during 1 hour. The machine and tool layout has been reviewed to be more easily accessible and identified, so that the adjusters can find them quickly. The operator shouldn't have to go the other end of the workshop to find a tool! »
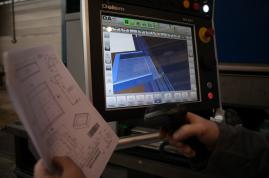
Then Gaëtan Benoit - AIMM clarifies "we have set up an indexing system and reference the parts after the cutting / punching phase for storage in the bending area. With the barcode system, the production order is scanned in order to immediately have the storage location of the parts. »
Finally, Mauricio Gutierrez Matta - SafanDarley believes that safety also has an impact on the time of series changeover: "the protection system installed on most machines reduces productivity. This is a passive solution that works according to the height of the equipment. It needs to be set at each equipment change, left and right. An incorrect setting defaults the machine." And adds "SafanDarley has integrated a safety system into its machines that requires neither settings nor the use of a pedal. The ramp descent can even be done in high speed up to 1 mm from the sheet. It's a security system that increases productivity instead of decreasing it. »
Confidential - restricted diffusion - copyright Metal-interface.com
Contenu