The choice of the tools, their maintenance and their proper use are important elements in the precision of the parts, in the management of the press brake and for the operator.
Photo-illustration : Copyright P&G OutillageThe choice of tools for a press brake
"Some thought needs to be put into the profile of the tools and their height.
 The manufacturer can bend a large majority of the parts with two or three tool profiles, such as a straight punch, a "crowbar" punch and a "large clearance" tool. Each tool is defined by its profile (straight, curved, large clearance), its angle, radius, and height. If these 4 parameters are optimized, production is possible with just 3 tools in 80% of the cases!” explains Jean-Luc Topenot - Colly Bombled.
The manufacturer can bend a large majority of the parts with two or three tool profiles, such as a straight punch, a "crowbar" punch and a "large clearance" tool. Each tool is defined by its profile (straight, curved, large clearance), its angle, radius, and height. If these 4 parameters are optimized, production is possible with just 3 tools in 80% of the cases!” explains Jean-Luc Topenot - Colly Bombled.
For his part, François DEBACKER - LVD advises that "what's important for the tools to have is the proper height on the punch and die. This reduces a number of problems, especially for bending parts with significant recurrent bends. »
Jean-Luc Topenot - Colly Bombled adds that "despite a higher acquisition price, higher tools (from 200 mm) can produce parts with larger bends and returns. Tool management is also simplified. »Gerrit Gerritsen – Bystronic Bystronic shares this opinion"by recommending the choice of the highest possible tools".
Romain Dumontel - ATDT explains that it is also possible to play with the tool holders: "When the tools are put on tool holders, smaller and therefore lighter punches can be used while being able to produce boxes with higher edges. »
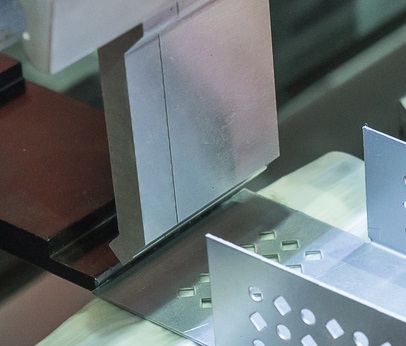 The choice is usually as versatile as possible. For example, most sheet metal workshops choose 30 ° punch and dies. They offer the advantage of being able to "bend everything", from small, simple 90 ° holes along with angle bends. This choice still has drawbacks: for example round holes that are out of shape due to being too close to a bend. With a 30° die, the hole will be completely distorted, whereas with a 88° die for example, the hole will be slightly reduced by the die, and will recover a level of flatness or at the very least there will be less of a distortion. There are also anti-deformation dies with rollers from start to finish. This is an interesting solution, which also has the advantage of avoiding leaving bend marks. The choice of this type of tool depends on the use and the tolerances that are necessary on the parts produced.
The choice is usually as versatile as possible. For example, most sheet metal workshops choose 30 ° punch and dies. They offer the advantage of being able to "bend everything", from small, simple 90 ° holes along with angle bends. This choice still has drawbacks: for example round holes that are out of shape due to being too close to a bend. With a 30° die, the hole will be completely distorted, whereas with a 88° die for example, the hole will be slightly reduced by the die, and will recover a level of flatness or at the very least there will be less of a distortion. There are also anti-deformation dies with rollers from start to finish. This is an interesting solution, which also has the advantage of avoiding leaving bend marks. The choice of this type of tool depends on the use and the tolerances that are necessary on the parts produced.
Luc Topenot - Colly Bombled adds that “handling large tools is also a problem to take into account, both from an operator's health point of view (TMS - musculoskeletal disorder) along with the productivity risk or tool degradation. »
Copyright Bystronic For this purpose in particular, Gerrit Gerritsen - Bystronic, advises "to choose the shortest possible tools with a maximum weight of 10 kg. Split tools also provide great flexibility, due to the possibility of having several stations for example. A well organized and clean storage system is also very important. »
Considering particular tools must also be taken into account according to the parts produced. For example, plunge milling tools can be interesting. Tool manufacturers offer various principles. The tool can consist of various layers for example and therefore enable the production of various plunges with a single tool. Well-designed tools work on all configurations, which is an essential element. When a tool bends in the axis, the tool is deformed and may damage the press brake.
Finally, the quality of the tool is fundamental, and in particular its hardness. A good quality tool won't deform over time. Patrick Cots - Wilson Tool says: " The Nitrex treatment on the dies makes it possible to obtain a hardness of 65 Hrc for a penetration of 5/10 tenths. It promotes the sliding of the metal, and reduces the micro-soldering causing die clogging. »
Special and tailor-made tools
The use of special tools, meaning tools made to measure, makes it possible to address 3 different problems:
- bending a part with a design that includes one or more bends that cannot be made with standard tools because of their shape,
- optimize the bending of different parts with similar bends,
- improve bending productivity on a part by making several bends without having to perform an intermediate removal of the part.
Pierrick Grand - Extratole shares his experience as a sheet metal subcontractor. "We can optimize the process by creating a special tool that generates 2/3 folds during the same operation, and / or assemblies that enable the production of several parts at the same time."
And Gaëtan Benoit - AIMM gave an example: "we had to make inverted tools to avoid bending in a non-ergonomic way for the bending operator. The bend was in the centre of the part and went downwards. We reversed the punch and die: the punch on the lower press-brake, and the die on the upper press brake. Bending the part was reversed and this solution allowed us to produce on a machine equipped with a sheet metal supporting device. The part was therefore bent with only one operator, instead of two, and it was much more ergonomic! »
Unbranded tools
Unbranded bending makes it possible to meet the requirements of the parts' appearance, such as brushed parts, already painted parts, etc. For this purpose, some dies are designed with nylon inserts, an elastomeric band, etc. The protective band deforms and follows the material. Bending doesn't leave a mark and avoids having to redo finishing after bending (brushed, painted, etc.). After a few years, the elastomer, nylon or other protection will wear faster than the steel of the tool. Vigilance towards the regularity is necessary to meet the tolerances of the tool.
Pierrick Grand - Extratole explains:" There are a number of parts on which the customer wants no mark of bending. To meet this requirement, we use vinyl between the die and the part to avoid marking the part. »
Copyright P&G Outillage To reduce (or completely eliminate) these marks, there are several possibilities that Jean-Sebastien Sitter - PG Tooling brings up:
- «Either based on the principle of intercalary materials. Meaning using a bending sheet. This is the easiest way to reduce contact marks.
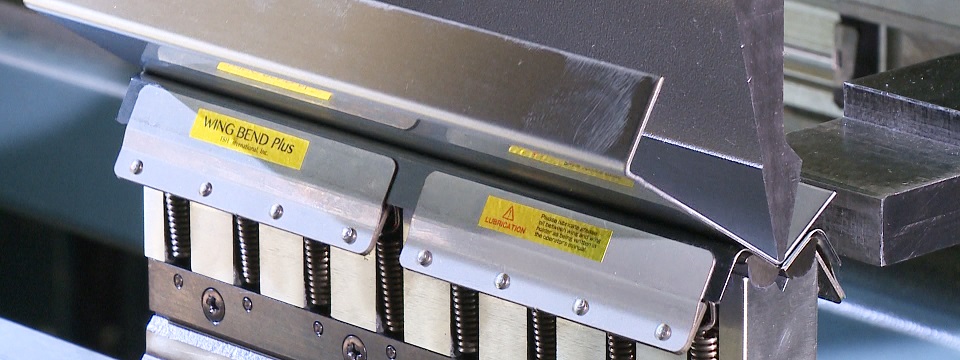
- The second is to use roller tools. It's the die that supports the sheet with rollers during bending. It's like a support device for equipment. Having a contact surface instead of a contact point limits the friction since the pressure forces are distributed. These tools provide several other advantages, such as reducing the bendable minimum edge dimension as well as limiting deformations of the holes in the bending zone. »
And Patrick Cots - Wilson Tool adds that "regular cleaning of the dies also helps limit a lot of the bending marks. »
Maintenance and use
Respecting the recommended tonnages of the tools avoids altering their alignment. It is very rare that the complete length of a split tool is mounted on the machine, that's small parts that can be damaged. When generating a particular length, the small tool parts don't align with each other and accuracy is impossible.

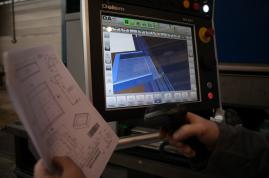
Copyright LVD Configuration of the tools on the press brake
The correct tonnage setting on the numerical control of the press brake for each tool allows the force to be measured by the machine. With a drawback on small bending lengths because the press brakes are sometimes limited and cannot reduce the force below 2 or 3 tons. The operator must remain vigilant with regards to the use of tools and not hesitate to produce an empty cycle, without material, to inspect.Pollution of tools by carbon deposits and maintenance
Daniel Corbion - CDMO insists on the importance of differentiating the tools according to the material in order to not use the same tools for steel as for stainless steel. "When you bend black sheet metal for example, the carbon deposit is embedded in the tools. If the same tool is then used to bend stainless steel parts, the carbon deposits will pollute the parts and may cause oxidation because carbon deposits, which has become embedded onto the stainless steel, will eventually rust. »And François DEBACKER - LVD agrees. "Tool cleaning is important to avoid carbon deposit residue. Pollution should be avoided, especially for stainless steel, steel and aluminium. »
The tool support adjusters get damaged on the sides of the tools by small pieces of filing, and other debris resulting from bending. Simple wiping with a cloth, helps improve the life of the tools' support devices and the press brake in particular when this is done by the operator at the start of each post.
Copyright - reproduction prohibited without written permission from Metal-Interface
Contenu