Photo: copyright Bystronic

Gérard Boudesocque - AMADA introduces this topic. "Manufacturers have great difficulty finding skilled manpower, especially bending operators. You need to find people who are both able to read and interpret plans, able to program machines... »In fact, adjusting a press brake requires important technical skills, such as calculating, seeing the part in 3 dimensions, i.e. spatial orientation, reading a plan, correcting an angle, rectifying unfolding errors, etc.
Then Serge Bourdier - Salvagnini adds this element. "Follow a part on a press brake isn't that simple. When you place your part on the V block, it will shift. The operator must follow the movement. This is arduous since the speed is enforced by the press brake. »
Gaëtan Benoit - AIMM shares his experience in outsourcing. "A dozen or so years ago, we were responsible for bending with adjusters who only adjusted bends and operators who only dealt with production. An achievable system due to the large size of the batches of the time. Despite this organization, we already lacked adjusters and their average age was over 40! »
Internal training
Gaëtan Benoit - AIMM points out that "it is difficult, if not impossible, to have technical profiles that accept to produce, in addition to the adjustment ... and on top of that with staggered hours - 2 or 3 teams (shift work). »

copyright LVD and adds: "today, bending operators are self-sufficient with their machines: press brake adjustment, production, maintenance, etc. We hire novice profiles with in-house training based on a bending training program that we have designed. The training starts with small corrections on the easiest machines to use, then on the editing tools, then to settle things a little more complex, then preparing and producing bending from A to Z. As a result, we've reduced our staffing difficulties in bending!
And then on the new generations of press brake, the programming is done remotely by a programmer at the process planning department. The bending operator calls him, makes 2 to 3 corrections if needed and can produce quickly. This is especially beneficial on the development time in the workshop, which is divided by 3 or 4 compared to our old functioning. »
A comfortable bending station for the bender
Recruitment difficulties also require the ability to retain employees. Several aspects come into play: not just wage aspects, but the quality of the working environment, particularly through the use of technologies that improve and simplify the bender's task.
"It's all about improving the work environment so that it is less tiring, both physically and intellectually,” explains Gérard Boudesocque - AMADA.
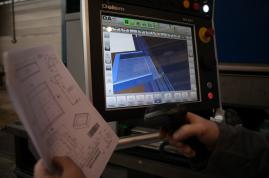
"An operator who receives a bundle of plans to produce, needs to find the feasibility and the operational range, and enter it into the numerical control. It's not that simple! And this is also a source of errors. »
Several fields can be explored to improve the bender's environment:
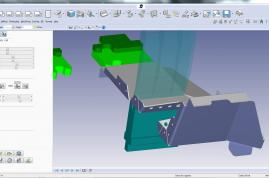
The screen on the machine, with the 3D visualization of the part, bends running in real time, etc. And Gaëtan Benoit - AIMM adds that "it's a comfort for the operator, it also prevents him from making mistakes in direction, to check where he should bend or how he should position the part, etc.…"

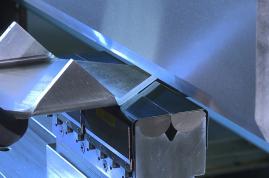
Copyright Colly-Bombled Gérard Boudesocque - AMADA explains that "fitting the tools is hard for the operator, especially when he has to produce 10, 15, 20 or 30 different programs on the machine in a single day. The manipulation of long lengths can also be a hassle. By providing solutions for automated loading of the tools, with a magazine that is more or less fixed to the machine, the equipment is always there just in time and this avoids handling lots of different tools. A tool with a split length of 835 mm quickly weighs 10 to 20 kg. Holding 10 to 20 kilos at arm's length, all day long, having already made several tool changes is difficult. »
Click here to read more of the article: Tool changes on press brake: how to optimize them?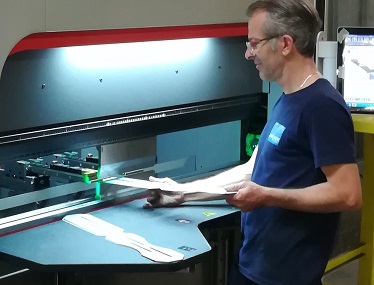
copyright Bystronic Gerrit Gerritsen - Bystronic points out the importance of light in the factory. "Luminosity is very important because the operator needs to see, particularly for reading plans and inspecting parts. We've found that this is often a weak spot in workshops. Press brakes can be equipped with ultra-powerful LEDs for adequate comfort at the bending station. »
Bending of large parts and support arms
And Gérard Boudesocque - AMADA gives another point regarding large dimension bending. "The support arms make it possible to follow the sheet metal during the bending movement for large parts or panels. The operator no longer has to accompany the sheet on the up or down cycle. This helps to reduce the difficulty for the operator, and it also improves productivity and more importantly the quality of bending. The accompanying phases during bending can be harmful to the angular rendering, and can break the sheet. If the folded panel is not properly accompanied, there are aspects of material breakage along the length of the fold, at the edge of the V-block. This defect is avoided with support arms since the folded part is accompanied at the same speed as that of folding. »
 Two situations require the sheet metal to be accompanied by a sheet metal support system:
Two situations require the sheet metal to be accompanied by a sheet metal support system:
? on thin sheets, such as part for the building industry, cassettes, etc., meaning large sheets where the parts flex. The part or the sheet must be accompanied during the bending operation and when returned to the slide table.
? for heavy sheets, supporting the part is necessary for safety reasons. Rather than accompany the material with a sheet lifter, the part is supported with support consoles.Romain Dumontel - ATDT also explains that "the machine's bending speed can be reduced to allow easier support, especially on long and thin parts with small bends therefore avoiding deformations. Operators do not often know that it's possible. A reduction in speed can be performed easily from the CN, bend by bend. The impact on productivity is therefore insignificant and the quality increased. »
Automatic tool loading on press brakes
Pierrick Grand - Extratole also specifies that "a press brake equipped with automated tool loading and unloading makes it possible to limit the skills that an operator needs, and therefore facilitates recruitment! »
Click here to read more of the article: Tool changes on press brakes: how to optimize them?
The bender's evolution within the company
Thus, Gérard Boudesocque - AMADA finishes by adding: "the bending programming software also makes it possible to help the operators evolve towards a method service. The operator who evolves has true legitimacy in the workshop, which facilitates the acceptance by operators of the bending program made with the software. »
Copyright - reproduction prohibited without written permission from Metal-Interface
Contenu