Changing the tools on press brakes is an important approach for improving productivity. The press brake downtime during the assembly of tools is substantial, especially during small or medium batches.
Finally, the weight of the tools calls upon the operator physically, with risks of MSDs (musculoskeletal disorders), and there are risks of breakage when handling the tools. To help the operator during the tool changes step, press brakes can be equipped with various types of solutions.

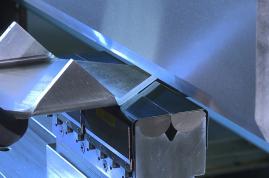
Tool clamping systems on press brakes

Copyright Wilson Tool "Hydraulic clamping systems are the most effective type of clamping, especially for tool set-up time and tightening," explains Patrick Cots - Wilson Tool. "For older machines not equipped with a hydraulic clamping system, there are tool holders or mechanical flanges that can benefit from the performance of hydraulic clamping. The other solution is to replace mechanical tool holders with a hydraulic adjustment. »
Gaëtan Benoit - AIMM gives details through his experience as a subcontractor: "hydraulic clamping is an important amenity for the bender when assembling and dismantling tools. The operator doesn't have to pack the tools and tighten them with the wrench. The bender presses a button, the tools pack down and are well placed side by side! Technically it's really a must. »
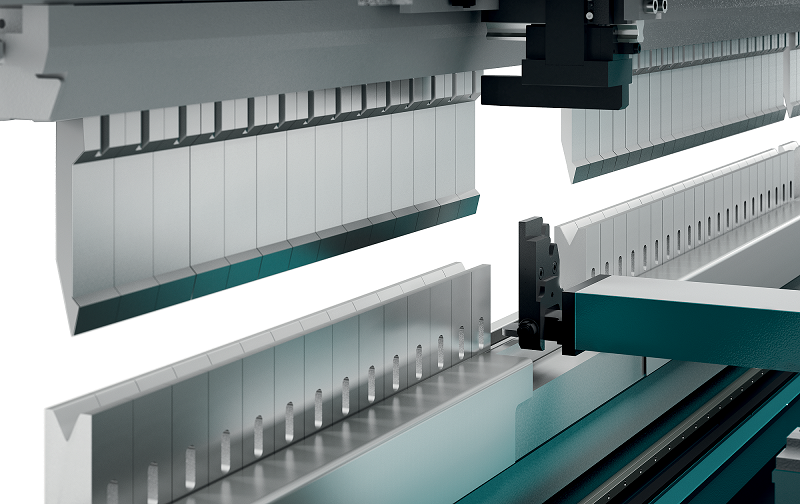
"Wila's front-loading systems are also great for saving time and effort in the tool change operation.” Jean-Luc Topenot- Colly Bombled adds.Productivity is heavily impacted by tool changing time. Manufacturers offer solutions to automate or simply reduce the time between two batches mainly related to tool changing times.
As stated by Serge Bourdier - Salvagnini, "there are diodes that indicate where to mount the tools on the clamp ".

Copyright Colly Bombled "Several systems can help the operator in the handling of heavy tools, such as manipulator arms, tables / trolleys positioned where the tool is located etc.” Jean-Luc Topenot- Colly Bombled.
Tool change automation on press brakes
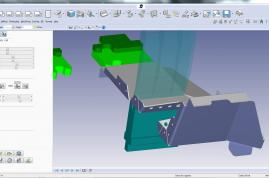
Tool change automation is also possible. François DEBACKER - LVD clarifies "that you can have an integrated tool magazine between amounts, with rows of punches and dies. The "stop arms" act as a punch & die positioner, to automatically put them on the slide and the die table. The industrial frees himself from tool management and tool change is accomplished in concealed time. »
Copyright Salvagnini Serge Bourdier - Salvagnini adds that "we offer an innovative concept to allow for punch and die lengths. A finger automatically moves the punches and dies between two productions. It's a very quick operation. This solution can also be considered with an adjustable V block, allowing to go from a 6mm v block to a 50mm one. For 80% of the productions, the length is sufficient and, if the tool is not on the machine, it can always be added manually on the press brake by the operator, or automatically on the Auto version and his tool magazine. »
Pierrick Grand -Extratole demonstrates his experience in automating tool change. "In 2013, we invested in a press brake with tool magazine and an automatic punch / die loading / unloading system. The press brake operator saves the time spent on tool management: punch and die storage, assembly and disassembly, etc. With this system, the tool changing time is of the order of 1 to 2 minutes, compared to the 15 to 30 minutes required without an automation system. Finally, the tools are less damaged because they are always stored and handled with care. »
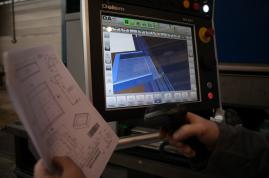
Press brake order or sequencing

Copyright Bystronic Sequencing the press brake also has an impact on productivity, both on a press brake with magazine and automatic loader, and as a traditional press brake. The bending order of the parts must take into account the equipment in order to optimize the tool changes. For example, with a 500 mm long bend, if after that you have a 400 mm bend, the machine knows that it does not need to fit a 400 mm long tool, since the part will be performed with the same equipment. This information can also be transmitted to the cutting station beforehand, so that the parts are put in the correct order on the pallet. That way, the operator won't have any problems because the parts will be in the correct order for bending.
In a less automated way, when there is wide variety, the company can ask the programmer to make sure the longest parts to bend are on top. The bending operator starts with the longer lengths. That way, he bends everything that's possible with the longer length, and reduces the length of bending as the parts arrive.Gerrit Gerritsen - Bystronic shares this vision and quantifies the possible gain by estimating that "the optimization of the sequence of parts to bend according to the equipment allows a gain of about 30% of the weight of tools changed. »
Gérard Boudesocque - AMADA finishes by stating that "technological solutions also play a role, such as aids for the assembly of tools: clamping systems on more or less automated tools, back gauge systems more or less evolved, stops with a number of axes up to 8 to properly stop the part at its reference. The accompanying arms also make it possible to support the load during bending, to avoid lash backs and jolts where the bending occurs. »
Copyright - reproduction prohibited without written permission from Metal-Interface
Contenu