The cutting speed of laser machines has increased considerably in recent years, resulting in a higher volume of parts that can be cut. In addition to this, the launch quantities are becoming smaller and smaller, which means there is a wide variety of materials/thickness to manage.The combination of the volume produced with the variety of materials cut makes the upstream and downstream steps of laser machining very important to maintain the high level of productivity allowed by the latest generation machines.
The loading of the sheets, unloading and sorting of the cut parts have therefore become key challenges. One of the objectives is to limit idle time as much as possible so that the machine is not waiting for a sheet to be loaded or for the previous production to be unloaded.
Then there is the overall management and control of the production flow, from the client’s order to the provision of parts for the next production station. The aim is to ensure that the entire process runs smoothly, without bottlenecks or quality and lead time problems.
This article will provide an overview of the main categories of automation solutions, followed by:- 2 focal points to consider with regards to the sorting and automatic palletisation of parts exiting the laser cutting machine,
- How to maintain a good level of productivity of the laser machine/automation combination.
A- Different Automation Solutions for Loading Raw Materials and Unloading Cut Parts on a Laser Cutting Machine
To put it simply, automation solutions for a laser cutting machine can be divided into several categories:
→ Automatic loading of the machine with raw materials and manual unloading of the cut production.
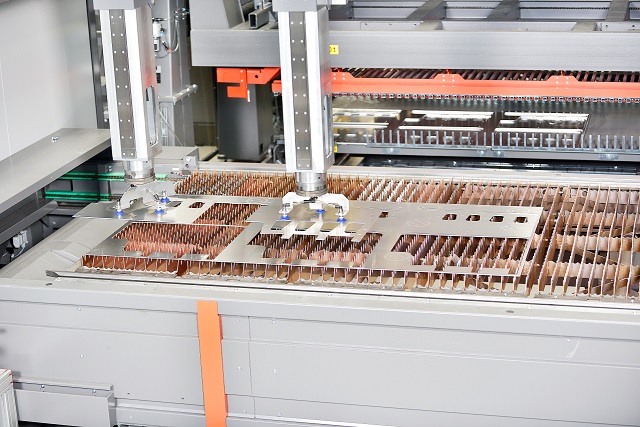
In this configuration, an arm or a gantry equipped with a vacuum lifting device picks up the sheet metal to be cut and places it on the machine’s table. The operator unloads and sorts the parts directly on the table.
It’s important to note that most machines are equipped with two tables. This means that once the sheet metal has been cut, the table with cut parts exits and as the sheets to be produced enter the cutting area.
This operation can be carried out in concurrent operation time if the cutting time is sufficient. Serges Bourdier – Salvagnini explains that: “on thin sheet metal requiring little work, the cutting time can be so short that it doesn’t cover the time needed to unload and load the new sheet to be cut. The machine therefore has to wait, as the 2 tables are already occupied by parts to be removed.”
→ Automatic Loading of Sheets and Unloading of the Complete Cut Sheet
The raw material is then loaded by a vacuum lifter and unloaded by a comb system that gathers and places the entire production (sheet metal + skeleton) onto a pallet, to be unloaded by an operator. Some manufacturers even have the option of removing the skeleton, leaving only the cut parts.
Loïc Vicaud – Trumpf explains that “the cycle time with the fastest systems is less than 1 minute. This means that all sheets with a cutting time of more than 1 minute leave enough time for the machine to unload the cut parts and load the new sheet in concurrent operation time.”
Conveyor belts can complement this type of solution by slowly conveying the cut sheet, thus enabling an operator to manually sort the parts.
→ Automation with sorting, stacking of cut parts and loading of the material
Copyright Bystronic With this automation solution, the parts are sorted by a vacuum or magnet gripper that lifts and piles the parts on a pallet. A vacuum lifter loads the raw material.
Hugues Cousseau – Bystronic insists on "the necessity of having the most flexible robots possible to unload as many different types of parts as possible."
→ Automation based on a laser cutting machine that holds the sheet in a clamp
Copyright Trumpf
In this case, the sheet metal is held in a clamp during cutting, similar to the way a punching machine works. The parts are then evacuated or unloaded progressively, either by a hatch system that opens on the table, or a vacuum lifter.
B- 2 Focal Points When Choosing an Automated Solution for Unloading, Sorting and Stacking Parts on a Laser Cutting Machine
→ Reliability of unloading and sorting of partsThere are some technical and mechanical constraints when automating the sorting of laser-cut parts:
- the sheet can move on the table since it is not held down,
- parts moving onto the laser table during the cutting process,
- a skeleton that can block when gripping a part,
- etc.
The unloading and sorting of laser-cut parts therefore makes more sense for the production of medium-size parts or large batches. Indeed, the production programme can be tried and tested before intensive use.
Copyright Bystronic Johan Elster – Bystronic comments that "evacuation and sorting processes have become more reliable in recent years, opening up the possibility of processing a very wide variety of parts, from single parts to small, medium and large batches."
He adds: “For example, to limit stresses during the unloading process, simply cutting out the skeleton can be very useful.”
Christophe Berquet – Prima-power also insists “on the importance of cutting the skeleton to make it easier to grip the parts.”
Loïc Vicaud – Trumpf adds that “the issues are not the same for thick and thin parts. Automation is more complex for thin parts”.
Christophe Berquet – Prima-power further explains that "parts can also be unloaded by the sorting robot during the cutting cycle. The part is then sucked up by the vacuum gripper before being cut, making the process much more reliable as the part remains held.”
Serges Bourdier – Salvagnini considers that "to make the process reliable, the raw material must be protected from anything that could cause a collision or burr during the cutting process. Simultaneous charging of the tables with cut parts and new sheets to be produced means that the tables have to pass over each other. However, if the table with freshly cut parts passes over the table with the raw material, there is a high risk of slugs or slags falling onto the sheet to be cut.”
Johan Elster – Bystronic concludes that "the reliability of laser cutting automation is based on a global approach: the structure of the cutting table, the control systems, vacuum or rubber magnet gripping modules, etc.".
According to Loïc Vicaud – Trumpf, “software is also an essential part of automation, in order to secure the positioning of the parts according to the unloading system and to reduce the stress of the skeleton on the parts as much as possible.”
→ Flexibility of the Sorting System and Gripping of Parts
The variety of parts and materials, as well as the launch volumes (small, medium or large batches) are of course essential when determining the requirements in terms of flexibility.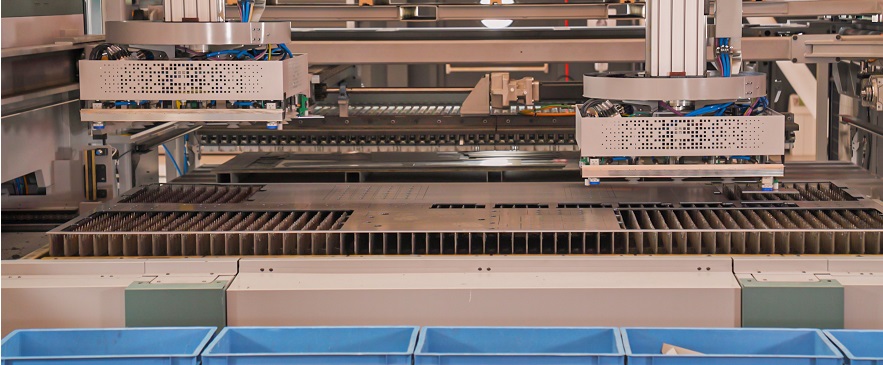
Copyright Salvagnini For example, a manufacturer cutting its own parts in medium or large batches won’t have the same requirements as a subcontractor cutting individual parts that are always different. For the latter, the gripping of parts is essential in order to be able to pick up a large variety of parts with the same equipment.
Hugues Cousseau – Bystronic calls for “sorting robots that have several gripping module configurations (vacuum and rubber magnets) that are automatically interchangeable, making it possible to adapt to and sort all types of parts, without an operator intervening.”
Johan Elster – Bystronic also adds that “flexibility is improved when unloading and sorting parts with several arms that can move on both axes at the same time, in an independent and simultaneous manner”.
Loïc Vicaud – Trumpf explains that “flexibility is achieved through, for example, rotating vacuum systems, flexibility in pallet placement, etc.".
C- Laser Cutting Productivity and Automated Loading and Unloading

Copyright Prima Power Christophe Berquet – Prima-power begins by saying that "unloading solutions (comb, sorting, etc.) must adapt to the ever-increasing speed of laser cutting to avoid compromising productivity. The reliability of automation is a prerequisite but should never come at the expense of this productivity objective.”
Serges Bourdier – Salvagnini adds that “the solution to gain in productivity with automation is to have as many autonomous features as possible so as to manage them independently in concurrent operation time. For example, the vacuum loader and comb are often added to the same installation. However, by separating the loading function and the unloading/comb function, operations can be carried out independently in concurrent operation time.”
There are lots of tools available to support the operator, particularly when sorting the sheet manually after unloading the completed sheet. As such, screens above the unloading table show the parts with a colour code to differentiate them, as well as instructions for unloading. Validation of the production phase can also be carried out (parts produced or scrapped), with a direct link to the company’s information systems (ERP, GPAO, etc.). These tools facilitate to operator’s work and increases productivity.
In Conclusion: A Global Factory Overview!
The automation of laser machines is increasingly part of a ‘Smart Factory’ approach, i.e., a factory that is automated, connected and agile.
As such, Johan Elster – Bystronic emphasises that “companies should have an overall vision, from the client order to the delivery of the finished product. Manufacturers are no longer just buying a machine, but a solution that enables to optimise the complete production process with real time monitoring of their equipment and analytics data.”
Loïc Vicaud – Trumpf agrees and adds that, “manufacturers need to look to the future and imagine a connected factory for an integrated management of production processes.”
Copyright – reproduction prohibited without Metal-Interface’s permission
Contenu