
Sheet metal assemblies can include different shaped tubes and profiles: round, rectangular, square, “L” or “U” shaped, flat or special profiles/tubes. A lot of industries therefore use tubes and profiles, such as furniture, transport, building, agriculture, medical, energy, etc.
Indeed, using shaped tubes and profiles enables creators and designers to make more “modern” aesthetic choices.
Workshops tend be quite conventionally equipped in this regard, with manual stations for sawing tubes or profiles, drilling, milling, deburring, and operations such as tapping, bending, welding, mechanical assembly, etc.
If the buyer has parts that include tubes and profiles, it could be a good idea to find out more about the subcontractor’s machine park and skills in this matter. With this in mind, this Metal-Interface article will touch on two major technologies with laser tube cutting and bending.
Laser Tube Cutting to Reduce Successive Operations
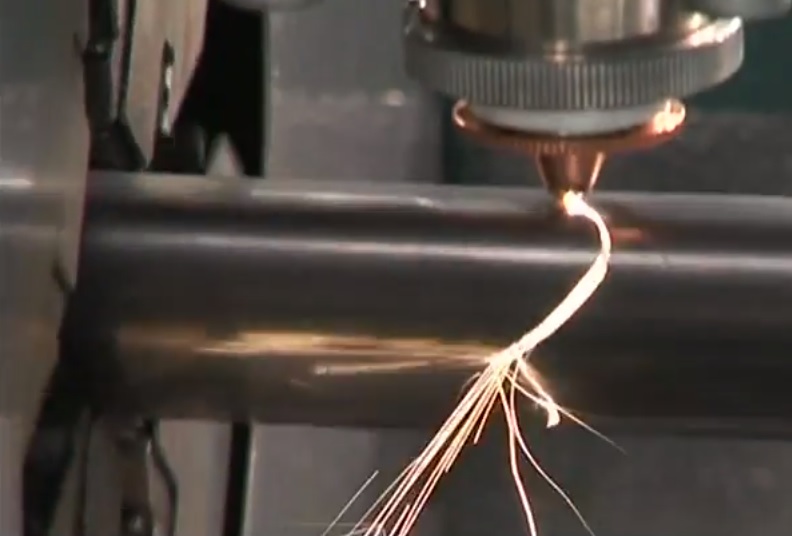
Laserschneiden von Rohren und Profilen - Copyright Guillot Pelletier A laser tube cutting machine allows to carry out several operations in the same production cycle, in a single step and in an automated manner. As such, complex parts can be produced by cutting the tube to length, cutting internal shapes, drilling/milling, deburring and also with special tapping or flow-drilling operations.
On an indicative basis, laser tube cutting can be performed on steel, stainless steel, aluminium, copper and brass with diameters ranging from 10 to 600mm, depending on the model or brand of the machine.
Laser tube cutting facilitates the production of parts with more or less complex assemblies. This could be a simple joint, a mortise and tenon assembly, or even “self-locking” assemblies, or special tube-tube or tube-sheet metal assemblies, etc.
This technology is further strengthened if the subcontractor has high bending skills and good-quality equipment. Jean-Charles Barbier, Guillot Pelletier adds: “Laser tube cutting before bending enables complex parts to be produced with minimal manual reworking and very few tools.”
Bending Round, Rectangular, Square, Oblong, "U" and "L" Shaped, etc. Tubes and Profiles
Bending is carried out in response to a design or specific functionality. It is also used to optimise manufacturing and therefore production costs. Jean-Charles Barbier, Guillot Pelletier, explains that “a 2-tube assembly produced by a mechanical process or welding, can be replaced by a single bent tube. From approximately ten parts onwards, bending becomes cost-effective. There is also an aesthetic benefit and a limitation of leakage risks.”

Gebogenes Rohr - Copyright Guillot Pelletier With regards to bending, a buyer’s first question is whether or not it is feasible. Jean-Charles Barbier, Guillot Pelletier adds, “anything is possible, but we often suggest optimisations, generally with minimal impact to the client, depending on the complexity of the solution that needs to be implemented.”
Bending requires a high level of expertise and experience, depending on the type of profile or tube. For example, bending a square, rectangular, or oblong tube requires a much higher skillset than a round tube.
To give an example, this also applies to bending a tube with a small radius. Jean-Charles Barbier, Guillot Pelletier explains: "we say that a tube has a small radius if it has to be bent to a radius of less than 2 times the tube diameter.
This kind of bending is quite technical because a slimming of the outer side and thickening of the inner side of the bend occurs (i.e. the part touching the roller). To compensate for this phenomenon, we use, for example:-
A mandrel inserted inside the tube. By articulating round the inner part of the bent tube, the mandrel distorts and prevents the sides from collapsing,
-
A push system to avoid slimming,
-
A "fold remover", which locks the tube in place to prevent folds from forming.”
In this case, the subcontractor sometimes has to design tools, such as for example, to hold the tube during the bending operation when the straight parts of the tube are too small.
And Jean-Charles Barbier, Guillot Pelletier adds: “re-designing with the client often allows to optimise the production for a more fitting technical and financial solution.”
-
Conclusion: Tube Laser Cutting Combined with Bending Machines Increases Productivity
Combining laser tube cutting with a bending machine allows the subcontractor to produce the most complex parts:
-
a well-worked tube: drilling, chamfering, tapping, etc.,
-
complex assemblies : mortise-tenon, tube-sheet metal, etc.,
-
bending without the need for reworking.
From a financial viewpoint, the buyer will optimise the costs associated with this station and the assembly phase.
-
Contenu



