Nitrogen or oxygen gas is essential for operating CO2 or fibre laser cutting machines. So how do you make the right choice when it comes to the gas, purity, cylinder or tank storage, procurement, network installation and gas generator?.Indeed, manufacturers sometimes make decisions about gas supply in haste. Yet, it is important to take your time when considering the network installation, gas solution and supplier, in order to make the most optimal decision.
We asked the main industry players, Air Liquide, Air Products, Linde, Messer and Novair to shed some light on the main factors to take into account: the differences between nitrogen and oxygen, the quality of the gas, conditioning, supply management and on-site gas production with a generator.
*Main photo copyright Messer
Nitrogen or Oxygen Laser Cutting – ‘Cutting Assist Gas’

Copyright Bystronic ‘Assist gas’ works as follows: the beam on the laser cutting machine makes a hole in the metal sheet and, to prevent this hole from resealing naturally, a jet of gas (nitrogen or oxygen) blows away the metal.
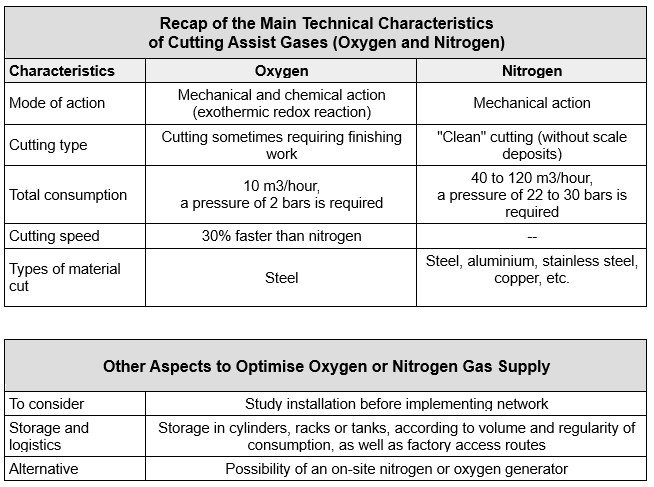
Oxygen reacts with metal, otherwise known as an exothermic redox reaction. This chemical reaction is therefore combined with a mechanical action, resulting in quite good sheet metal cutting efficiency. However, oxygen generates oxidation along the cutting edge, i.e., the part of the sheet that has been cut. This makes the quality of the cut slightly grey, and some finishing work may be required: brushing, grinding, stripping, chemical treatments, etc. In terms of materials, oxygen is used to cut steel.
Nitrogen
Nitrogen cutting is purely mechanical. A cutting jet is emitted but no chemical reaction occurs. Cutting speed is therefore fast. Unlike oxygen, cutting with nitrogen is said to be “clean”, i.e., without any deposits of scale. Nitrogen can be used for cutting all materials, such as steel, aluminium, stainless steel, etc.
As far as consumption is concerned, oxygen cutting requires a pressure of 2 bars for a consumption of approximately 10m3/hour. Nitrogen cutting requires a pressure of 22/30 bars for a consumption of approximately 40 to 60/120 m3/hour. The nitrogen laser cutting speed is 30% slower than oxygen laser cutting.
There’s more…
There are 2 other factors to take into account when choosing the most optimal gas:- Treatment costs linked to oxidation.
- The impact on the production flow due to bottlenecks at the finishing station. The fact that oxygen can only cut steel, whereas nitrogen is more versatile, should also be taken into account.
Jean-Luc Marchand (Messer France) explains that “Today, the market trend is to have a single multipurpose gas source using nitrogen. Of course, in some specific cases, oxygen is the best solution, such as for a company that only cuts steel with a thickness greater than 2 or 3 mm.”
How Important is the Purity of Gas to Supply a Laser Cutting Machine?

Test samples showing the influence of nitrogen purity on stainless steel Copyright Linde
The technical documentation provided by the laser machine manufacturer sometimes outlines purity requirements that exceed the standard rate, resulting in additional procurement costs.
"The level of purity is not necessarily the most important criteria for nitrogen. It is the type of impurities that it contains that can cause issues,” David Debources – Air-Liquide comments.
Jean-Luc Marchand (Messer France) adds that “the main harmful impurities in nitrogen for laser cutting are hydrocarbons and moisture. However, the standard quality of nitrogen is 4.5 (99.995), i.e., 5 parts per million of impurities. This means that there aren’t any risks in terms of impurities! But getting the gas from the tank/cylinder to the laser machine can be a source of pollution.”
David Debources – (Air-liquide) explains that "it’s completely different for oxygen. A higher level of purity results in higher productivity: oxygen produces a chemical reaction (exothermic reaction), as well as a mechanic action, which improves the machine’s cutting efficiency. A purity of 3.5 is the optimum value for laser cutting.”
Jean-Luc Marchand (Messer France) expands on this: "the quality of standard oxygen is 2.5. Using 3.5 oxygen therefore results in extra costs and only makes sense for very thin steel sheets, with low power lasers. If the manufacturer cuts steel less than one millimetre thick with a 1 or 2kW laser, then the output is increased by about 10%. Beyond that, there are no efficiency gains."
Gas Storage for Laser Cutting Machines: Cylinders, Racks or Tanks
Depending on how it is stored, gas is supplied in liquid or gaseous form. Cylinders or racks holding several cylinders are preconditioned in gaseous form in the gas supplier’s factory. In contrast, tanks are filled directly on-site with liquid gas from a tank truck.
Liquid storage is cost-effective. However, as the liquid gas heats up it become gaseous, increasing the pressure in the tank. The pressure limit in a tank is 35/38 bars, so excess pressure is evacuated by purge valves, resulting in a loss of gas. This solution therefore requires a sufficient consumption volume and regular use to limit evaporation.
For the majority of tanks, the installation also requires an adaptation of the civil engineering (slab) to support a load of several tons. This involves an investment cost.“The monthly nitrogen consumption threshold to switch from a rack system to a tank is around 800 to 1,000 m3," according to David Debources (Air-liquide), who also adds that “a manufacturer who consumes 10,000 m3 per year over a 4 month period and a low amount the rest of the year, would probably be best opting for racks, given the evaporation from storage during periods of low activity.”

Copyright Air Products
Roger Gaudron (Air Products) has another solution: "our mini-tank is an intermediary solution between a rack and a cylinder. As such, the mini-tank is placed directly on a stainless steel pallet and re-supplied with liquid gas by small, manoeuvrable tankers. The smaller volumes make this solution particularly interesting for average consumers of around 100 m3/month to 3000 m3/month.”
Racks hold a set of cylinders that are used to supply one or more laser machines. They are filled at the gas supplier’s plant, at a pressure that is usually around 200 bars. This is an easy solution to implement. It also simplifies delivery logistics.
Jean-Luc Marchand (Messer France) adds that: “we offer racks with cylinders filled to a pressure of 300 bars, which allows to add 40% more gas per cylinder and reduces floor space, as well as the number of procurement deliveries.”
Gas Supply: A Logistics Issue
1- Avoid Production Stoppages During Gas Procurement
Manufacturers who use cylinders or racks don’t have to worry about stopping their laser machines during gas re-fills. Indeed, the bottles are filled at the gas supplier’s factory. However, tanks are filled directly on-site, so it’s important to avoid production stoppages.Frederic Thiollier - Linde France emphasises that "it is important that the tanks are filled by trucks equipped with high-pressure 30-bar pumps, so as to avoid stopping the laser machines while the tanks are being filled.”
Roger Gaudron (Air Products) agrees and adds that “the trucks are equipped with compressors which are essential to avoid production stoppages.”

Copyright Messer - Camion de gaz 2- Size of Tanker or Delivery Trucks
It is important to carefully consider the type of trucks used for re-filling, depending on any access constraints to the factory and where the gas is stored.
Roger Gaudron - Air Products adds that "we have a lot of logistical solutions, such as delivery via van by sales representatives in 9 major French cities."
3- Location of Conditioning Plant
The speed of delivery often depends on how close the production and conditioning plants are to each other. This aspect should also be taken into account when choosing a supplier.
4- Management of Gas Procurement
Some gas suppliers offer automated solutions that provide a precise overview of consumption in real time, as well as an automated procurement system to avoid shortages.
Network Installation to Supply Laser Cutting Machines

Copyright Air Products This point is sometimes overlooked, despite security and quality issues. Indeed, a defective network, notably due to the use of inadequate materials, can lead to gas pollution and damage the laser machine’s head or the production.
Jean-Luc Marchand (Messer France) insists on "the importance of a good distribution network because micro-dust particles can damage the lens. The network should be made out of welded stainless steel, or alternatively of cleaned and passivated refrigeration-grade copper tubes. The gas flows through the tubes at a pressure of 22 bars. The smallest particle can become detached, pollute the gas and be deposited on the lens or on the sheet metal.”
David Debources – Air-liquide also stresses that there are “3 key aspects to take into account for the installation: pressure, flow rate and distance."
Some gas suppliers offer an engineering service to draw up the network specifications, while others even offer to manage the entire network (engineering, implementation and monitoring).
On-Site Nitrogen or Oxygen Generators: An Alternative?
The production of nitrogen and oxygen is achieved by a process separating air-borne gases. Indeed, there is a very high concentration of nitrogen in the air (71%) and 21% of oxygen.
A nitrogen/oxygen generator is a production unit that manufacturers can place near their laser cutting workshop, to produce the gas required for their fibre laser cutting machines. A system of molecular sieves captures the desired gas in the air and lets the other gases escape. This is known as Pressure Swing Adsorption (PSA) technology.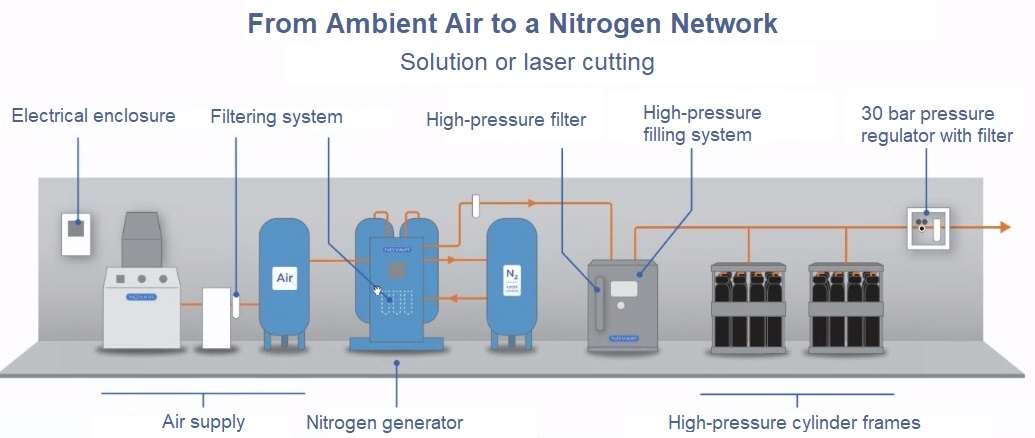
Copyright Novair Charly Zenou - Novair explains that "the aim of this solution is to fill the racks with a pressure of 300 bars, thus supplying the machines in the same conditions as with conditioned gas. This solution also makes it possible to optimise the sizing of the installation while meeting peak production levels.”
According to Johan Elster – Bystronic, "generators are an interesting solution, particularly from an environmental viewpoint. They are used a lot in countries where gas procurement is complicated.”
Frédéric Thiollier - Linde France comments that "a generator can be an interesting solution in specific cases, as long as the supplier undertakes to strictly comply with the laser machine manufacturer’s requirements in terms of purity, pressure, volume, etc. We also provide generators, but often this is not the most cost-effective solution to supply laser machines.”
For David Debources (Air Liquide), "nitrogen generators have lots of constraints compared with rack or bulk gas: a lower level of purity, which could cause oxidation on the cutting edges, limited pressure and flow rates which mean that the laser can only cut a thickness below 15mm, as well as high power consumption that should not be overlooked in the overall profitability calculation.”
Jean-Luc Marchand (Messer France) notes that "the generator solution is attractive, but it is difficult to get a clean cut because of the oxygen impurities in nitrogen. The overall cost (acquisition, maintenance and electricity) is also high and, in most cases, exceeds the cost of gas supply via a tank and cylinder rack.”
Charly Zenou – Novair explains that "when supplying a generator, there is a firm commitment to a purity of 5.0. The solution is sized according to the volume and pressure expected. A rack filling system provides the manufacturer with a backup and the ability to absorb production peaks. The overall cost is very competitive. Generators are also simple and environmentally-friendly solutions that don’t require procurement. Users produce gas on-site in complete autonomy, without any risk of shortages.”
In conclusion, below is a recap of the pointes discussed in this article
Copyright – reproduction prohibited without Metal-Interface’s permission
Contenu