Production quantities and times are decreasing, while the variety of products to be manufactured is increasing. So, how can laser machine software help plan and produce in an automatic and flexible manner?
The programming aspect of a machine, i.e., nesting and the creation of machine code for the machine, is of course essential:- How can you secure laser cutting with a quality programme?
- How can you optimise the positioning of parts (nesting)?
- Is automatic and flexible programming compatible?
CAM and CAD/CAM solutions for cutting machine programming can also be integrated into the overall client order production flow, until the delivery of parts or assemblies. So, what laser cutting software solutions aim towards “Industry 4.0”?
Machine Interface has spoken to the main market players, software publishers and machine manufacturers to provide you with some answers!
*Main illustration copyright company Alma1- Nesting and Programming Software for Laser Cutting Machines: 4 Key Aspects!
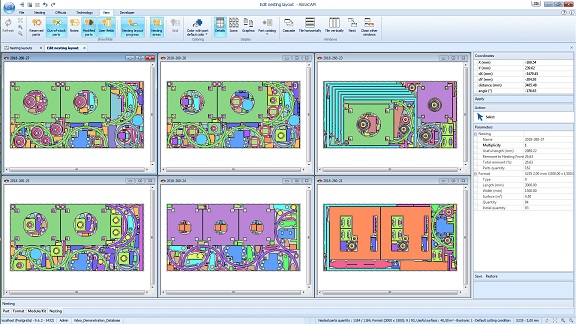
Computer-aided manufacturing software (CAM) enables to position parts on sheet metal (nesting) and to programme laser machines. The main functionalities are the same in most solutions, so this article will focus on a few specific points that are very important for good productivity.
→ Securing the Laser ProgrammeAnti-collision
If a cut part tilts, the risk of collision with the laser head is very high, which could cause considerable damage. To limit this issue, the software must automatically manage several strategies:- the laser head trajectories when moving from one cutting point to another: the software must automatically calculate these movements in order to avoid or minimise the head moving over a part that has already been cut in a head-down position and ensure a head-up position when this is not possible.
- the positioning of parts with nesting: this is of interest when the software takes the point of gravity into account to determine the risk of tilting and thus limit certain positions. Indeed, if a cut part tilts, the laser head could collide with it and cause major damage.
Philippe Rouzeau - Alma adds that "the parts can also be held with micro-fasteners, but this constraint is less and less accepted. In which case, the software must allow for automatic micro-joining.”
Managing Lead Ins/Outs for Laser Cutting
Copyright Salvagnini Lead ins/outs to start cutting can sometimes collide with nearby parts. This is particularly true for common cuts, i.e., one cut for two parts. The solution must be able to manage the placement of lead ins/outs and adapt them to other parts on the sheet.
→ Nesting – Automatic PositioningIn addition to the performance aspect of the nesting engine in terms of material optimisation, which can be easily measured with test runs, other constraints should be taken into account, such as:
- techniques: rotation, tilting, fibre direction, etc.
- management: priorities, delivery times, number of operations on planning sheet, etc.
Copyright Alma
This function mode is particularly important when the laser cutting station is processing multi-part nesting or multi-production orders (PO). The nesting engine therefore takes organisational aspects into account when positioning the parts. For example, an urgent PO should be nested first.
Finally, when comparing several nesting solutions, there are several things to take into account:- the use of identical nesting parameters,
- checking that these parameters are respected, such as the space between two parts.
→ Automation and FlexibilityLaser programming and nesting solutions often provide features to automate the programming process. For example, some software comes with a ‘batch’ mode for automatic programming. This simplifies the programming station by automating certain operations.
Philippe Rouzeau - Alma adds that "this helps improve productivity. The software sends an alert when the algorithm detects a sensitive situation, so that the operator can handle it manually.”
However, flexibility is often lacking from automated programming and laser nesting. In other words, the ability to make a change to the result, or in case of an emergency, to add, change, move or delete parts from their pre-programmed position.
→ Programming Part-By-Part Unloading Robots on Laser Machines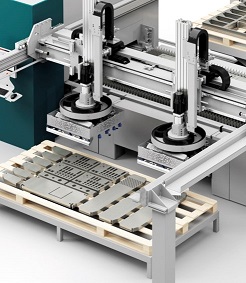
Copyright Salvagnini When a machine is equipped with a sorter, this requires particular attention in terms of programming. Certain functionalities, such as being able to cut the skeleton, the calculation of the gripping of parts, the rotation of the vacuum lifter, etc., must be designed with this in mind.
Laser sorting systems and technologies can also be quite different from one laser machine manufacturer to another, so it’s important to ensure that the functionalities and programming meet their specificities.
2- A Global and Digital Vision of the Industrial Process
Johan Elster – Bystronic notes that “the company’s vision must be global, from the client order to the delivery of the finished product (…), with real time monitoring of its equipment and analytics data.”
With this in mind, “it is essential that CAM software is integrated into the company’s digital supply chain,” Philippe Rouzeau – Alma explains.
Laser cutting and CAM (computer aided manufacturing) software can be integrated into a digital chain, also called Industry 4.0. Below is a non-exhaustive list of the different software components that are particularly important in the management of data and production flow:
→ Import and processing of assemblies for quotes or production launches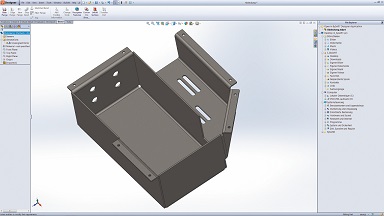
Copyright Bystronic Before production, software modules can automatically import an assembly and identify flat parts, bent parts, profiles, components (slides, screws, etc.), etc. Any missing data can then be added if necessary, such as material thickness or grade.
This data can then be used to create a quote or laser machine programme.
→ Sheet metal quoting software: laser cutting and other shop operations
The programming of a part, particularly the nesting and laser head trajectories, is key to providing a precise quote. The most effective quoting software runs the machine programming software in batch mode, thus integrating the subcontractor’s equipment parameters.
Other operations can be carried out in the same way, or with specific parameters.
→ MES - Manufacturing Execution System
The main MES objective is the monitoring and overall organisation of the manufacturing plant in order to:
Copyright Lantek - fine-tune production planning,
- monitor and control each stage of production,
- monitor the progress of each part and production order, at each stage,
- manage the stock of semi-finished parts, raw materials and components,
- have analysis tools that provide a global and macro vision of your industrial activity in order to improve production performance.
This requires data collection at every stage, from the client order to delivery. The strength of MES therefore lies in its ability to manage the flow of data from different software and machines.
Copyright – reproduction prohibited without Metal-Interface’s permission
Contenu