Over the past few years, laser machine manufacturers increasingly opt for fibre laser sources instead of CO2, thus reducing the user’s operating costs: no laser gas, low maintenance costs, etc.
 All the main laser machine manufacturers agree that fibre sources are effective and useful. It is no longer a point of discussion!
All the main laser machine manufacturers agree that fibre sources are effective and useful. It is no longer a point of discussion!
Fibre laser cutting is well developed, both in terms of the quality of the cut parts and productivity. Metal-Interface spoke with the main manufacturers about the aspects to prioritise when choosing a laser cutting table.
Christophe Berquet – Prima-Power believes that "the overall control of the machine, software and cutting parameters are essential criteria to take into account when choosing a manufacturer.”
Pour Loïc Vicaud – Trumpf: "Laser cutting machines today should aim to work autonomously, with the least possible operator handling.”
Franck Ferrari – Amada insists on "the importance of measuring the cost per part and/or the machine operating costs to make the optimal choice.”
Hugues Cousseau – Bystronic agrees, explaining that "when deciding on a 2D laser machine’s size, power and automation, it is essential to have a good understanding of the output, volumes and production times expected of the new equipment.”There are therefore 4 aspects to take into account: specifications, machine productivity, flexibility and estimated operating costs.
Aspects linked to automation will be discussed in a separate article.Click here to follow our LinkedIn page and we’ll let you know in real time whenever a new technical article is released!
1- Laser Cutting Machines… For What Kind of Production?
When looking to invest in a laser cutting machine, it is best to start by gathering data on planned production runs and the company’s specific circumstances, i.e.:
-
The materials to be cut: steel, stainless steel, aluminium, brass, copper, etc., as well as special references, such as filmed materials.
-
Minimum and maximum thickness for each grade and their share in the overall volume to be produced by the machine.
-
A sample of parts (.dxf) representative of the output, particularly in terms of complexity and quantity. Ideally, you should look at a complete and representative period of the parts to be cut.
-
The type of output: size and repetitiveness of batches, single part, etc.
-
How the company works: 1/8, 2/8 or 3/8 shift work.
-
The space available in the factory and any installation constraints.
This data will narrow down the machines to those that meet these requirements.
The next step is to carry out production tests. These enable to carefully analyse the return on investment (ROI) and operating costs. Companies often make the mistake of selecting parts that they have difficulty producing, without taking into account the overall volume of the other parts to be cut.
-
2- Laser Cutting Machine Productivity
"On average, a laser machine only cuts during 50% of its opening time. Cutting speed is therefore too simplistic an indicator to measure the productivity of a laser cutting table,” Pierangelo Tartaglia – Bystronic explains.
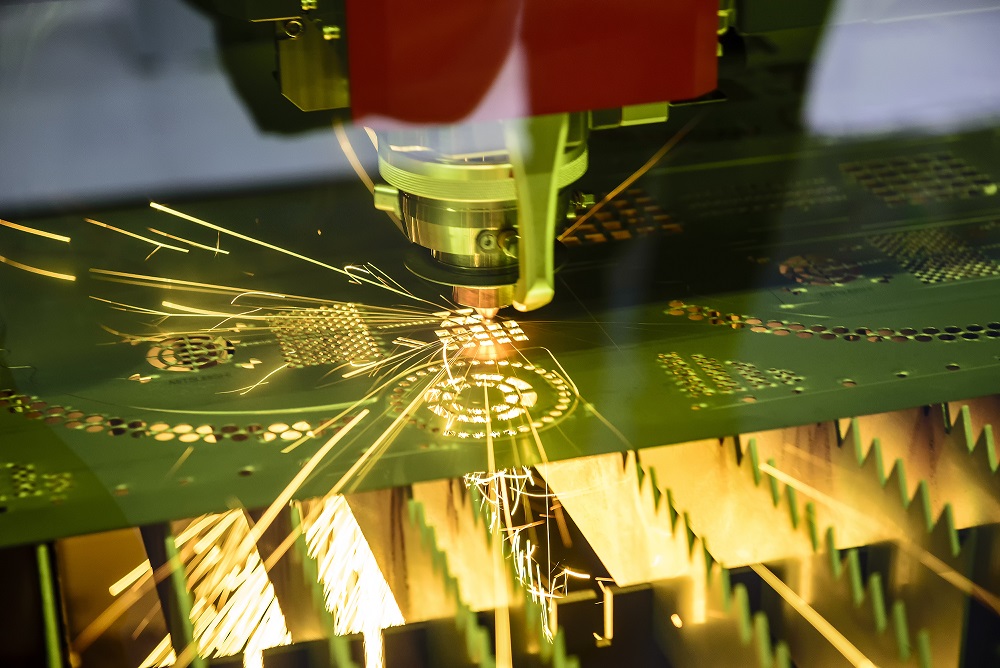
Copyright Amada An important aspect of productivity is the balance between the power of the machine and its dynamics. The cutting time for a thin part is very fast. The time it takes for the head to travel between two cuts therefore significantly impacts the overall production time. Conversely, the cutting time is high for thicker parts and, as a result, the head travel time between two cuts is not significant.
For Jacques Betton - B-Technologie, "there are two aspects relating to laser source power requirements: the ability to cut heavy thickness, and above all a steel cutting speed 3 to 4 times higher when using nitrogen compared to oxygen."
Management of the cutting head is also important to limit operator handling and thus reduce changeover times between two batches. The parameters to be managed include beam size, focal point, optics, the nozzle, etc. The main manufacturers offer technical solutions (standard or optional) to meet this aspect and limit the operator’s operations:-
Automatic nozzle changeover and/or use of a single nozzle on a variety of thickness or materials.
-
Automatic management of focal point and beam size.
-
Automatic adjustment of cutting parameters during production.
-
3- Laser Cutting Table Flexibility
It is also important to take flexibility aspects into account.
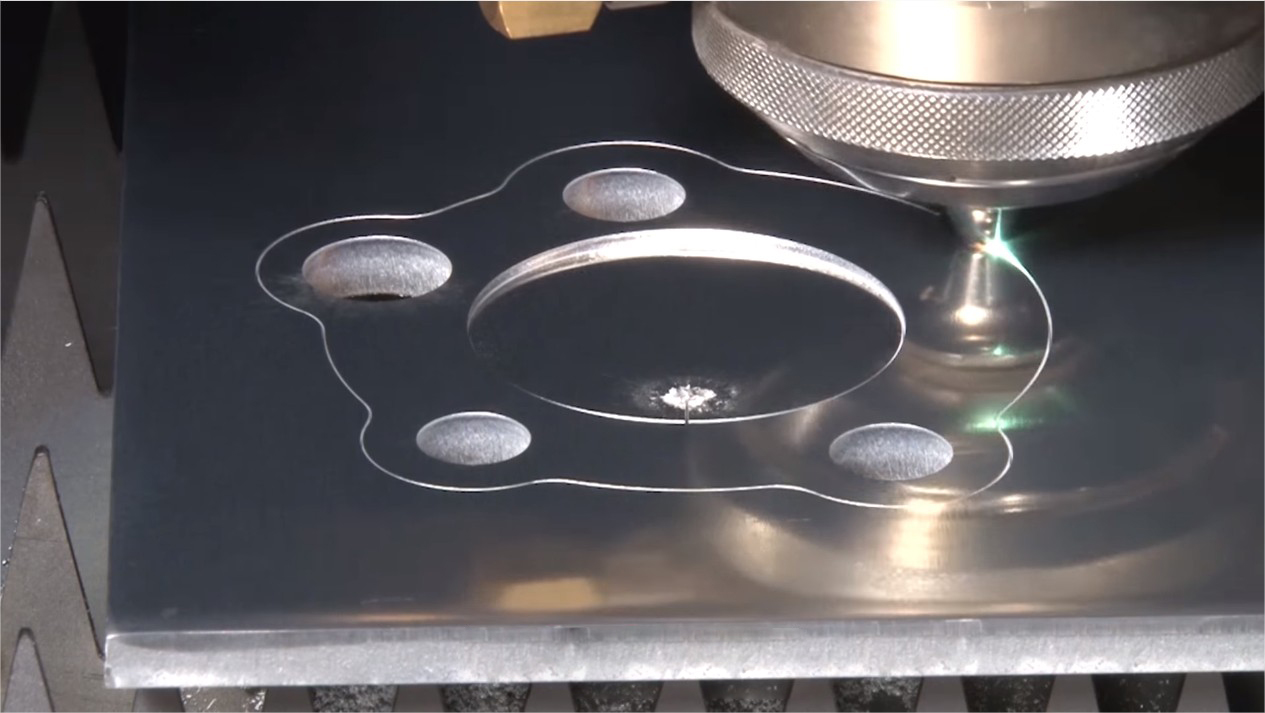
As such, Kurt Van Collie – LVD underlines "the importance of always being able to cut any material/thickness with the highest possible cutting speed and quality. It is therefore important to be able to automatically adjust the position of the focal point, as well as the diameter of the beam according to the material/thickness.”
Copyright Bystronic The machine’s accessibility can simplify access to the table. Manufacturers have different solutions for this: an opening along the length (y-axis) or the width (x-axis), or even on several sides. Hugues Cousseau – Bystronic also insists on "the importance of a user-friendly digital control interface. It is hard to find qualified operators, making this particularly important. Factory productivity depends on it!”

Copyright Prima Power
Christophe Berquet - Prima Power also comments that "the man-machine interface and ease of adjustment are very important aspects for optimising the operator’s work.”
Finally, for Serge Bourdier – Salvagnini, "the possibility to put a production run on hold to, for example, run an urgent sheet/production on the machine, and above all to be able to easily resume production afterwards, is an essential feature.”4- Estimating Laser Machine Operating Costs: Investment, Maintenance and Gas and Electricity Energy Consumption
→ The Machine’s Residual Value
Copyright Trumpf When investing in a laser cutting machine, a manufacturer often depreciates the machine completely over a given period. However, the machine still has a greater or lesser value, depending on the model and brand, at the end of this depreciation period. The operating costs should take this residual value into account in order to make a more realistic choice.
→ Maintenance
Some machine manufacturers offer automatic control tools to prevent breakdowns and indicate the operations that need to be carried out. Some maintenance operations, such as engine lubrication, can even be automated.
Laser cutting table cleaning device - Copyright Mate Outillage
Another aspect to take into account are the sheet metal support combs on the laser cutting table. They must be kept clean in order to avoid any cutting difficulties. One solution is to change the combs every 4 to 8 weeks. The downside of this solution is that the machine has to be stopped and changing 160 to 200 combs has a cost.
Emmanuel Capron - Mate Outillage explains "that a simple and cost-efficient solution is to clean the combs with a suitable hand-held power tool. By pushing the device on the comb, the cutters destroy stuck particles and thus remove the slag from the comb.”
Finally, during corrective maintenance, the cost of spare parts and labour (internal/external) impacts operating costs. By evaluating the price of key parts, such as an axis motor, touch screen or cutting head, you can estimate the maintenance budget and cost of maintenance parts.
→ Energy Costs
Copyright B-Technologie Fibre laser technology has drastically reduced the energy costs of generating a laser beam.
However, to reach high speeds, linear motors are often installed on the gantries, moving several hundred kilos. They are very fast but consume a lot of energy, particularly when cooling down (cooling unit). Some manufacturers also offer torque motors to limit gantry travel.
Discover other articles from our Laser Cutting report:- Oxygen or Nitrogen Gas for Laser Cutting in 7 Points!
- Laser Cutting: Loading and Unloading Automation
- Laser Cutting: How to Organise your Flow with an Automatic Magazine
- Laser Machine Software: Key to Productivity!
- Laser Cutting Sheet Metal with Protective Film: 4 Key Points!
- How to Limit the Impact of the Film During Cutting
Copyright – reproduction prohibited without Metal-Interface’s permission
Contenu