With “TiltPrevention” Bystronic is increasing process reliability in the field of laser cutting. The new function in BySoft 7 creates cutting sequences that minimize the risk of protruding parts. In this interview, the Bystronic development engineers explain how an idea evolved into the software solution.
Roland Bader spends a great deal of time in the Bystronic test laboratory. He is a development engineer for laser cutting technology. At some point while working in the lab, he had the idea of developing a solution to prevent parts from tilting during laser cutting. This is a problem that many users have to deal with on a daily basis. Roland knew: Such a solution could greatly increase the reliability of the laser cutting process. He also knew his solution would have to be implemented using software and that it would have to tackle the source of the actual problem: How can cutting plans be programmed in such a way that parts do not tip over after they have been cut out of the metal sheet?
At some stage, the software specialist Alexandre Paradzinets joined Roland’s effort. Now the laser engineer and the software developer started to develop the idea in order to achieve a technological solution. Based on Roland’s data from the lab, Alexandre programmed an algorithm that is capable of simulating the behavior of cut parts while they are being cut out of the metal sheet. This was the key factor for the new “TiltPrevention” function in BySoft 7.
What else in addition to power and speed can be improved in the field of laser cutting?
Nowadays, fiber lasers feature laser output powers that allow high cutting speeds and applications in sheet thicknesses of up to 30 millimeters. What else in addition to power and speed can be improved in the field of laser cutting?
Roland: For many of our customers, cut parts that tilt or protrude from the sheet after cutting represent a problem. They can result in disrupted cutting processes, rejects, and damage to the cutting head. Tilted parts also impede the automated unloading of the laser cutting system.
How have users dealt with this problem until now?
Roland: On the one hand, there’s the sledgehammer method. Micro tabs are used to fix the workpieces in place. This effectively prevents tilting. However, micro tabs also cost additional time and effort. After the laser cutting process, the sheet metal parts have to be manually removed from the residual sheet and post-processed.
Alexandre: Another possibility is for the cutting head to bypass risky parts. However, this does not solve the original problem. There are still protruding parts, which remain a risk. The best method would be to program cutting plans in such a way that parts do not tilt during cutting in the first place. But this requires a great deal of experience and time during programming. Or an intelligent algorithm that automatically takes all parameters into account.
As a layman, one might wonder why parts tilt during laser cutting.
Roland: One cause is the gas that flows out of the cutting nozzle during laser cutting and exerts pressure on the part. This pressure varies depending on the material and cutting application. It results in a leverage effect, which causes parts to tilt as soon as they have been cut out of the sheet.
Which cutting applications pose the greatest risk of tilting parts?
Roland: The cutting of thin to medium thick parts. This means sheet metal thicknesses from 0.8 to 8 millimeters. Also small parts with a length of up to 400 millimeters. And when cutting lightweight aluminum parts and during cutting processes where the pressure of the gas flowing from the cutting nozzle is high.
To solve the problem of tilting parts, you developed the “TiltPrevention” function. What is the idea behind it?
To solve the problem of tilting parts, you developed the “TiltPrevention” function. What is the idea behind it?
Alexandre: “TiltPrevention” increases the reliability of the laser cutting process. It is an integrated assistance function in BySoft 7. It allows users to create optimal cutting plans. In next to no time. This simplifies the cutting setup, especially for frequently changing jobs.
“TiltPrevention” takes a special approach towards optimizing laser cutting.
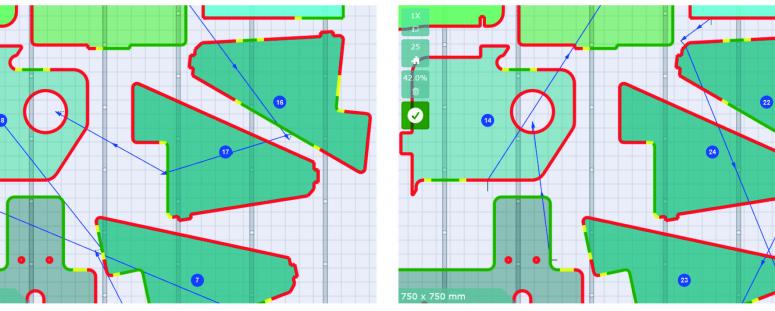
Alexandre: The function tackles the problem at its source. “TiltPrevention” designs cutting plans so that parts do not protrude in the first place. The decisive factors are the laser’s lead-in and lead-out points and the cutting paths across the entire sheet. “TiltPrevention” thus creates an ideal cutting sequence for all parts on the cutting plan.
Roland: Users can either rely entirely on “TiltPrevention” or make adjustments to the cutting plan that BySoft 7 suggests. This leaves enough freedom, for example, for all those users who want to change the nesting of parts or adjust the laser’s insertion points.
For what applications does “TiltPrevention” provide the greatest benefit?
Roland: Many of our customers operate as job shops. These users need to create new cutting plans virtually on a daily basis. This often involves widely varying parts that have to be delivered at short notice. “TiltPrevention” helps these users to save time in the programming process and to create reliable cutting processes.
Alexandre: And there is another advantage. “TiltPrevention” eliminates the need for micro tabs. This saves the time that would otherwise be required for the reworking of cut parts. The need to remove the burrs left by micro tabs on the cut parts is eliminated.
What role do customers play in the development of new functions and technologies?
Roland: We frequently include customers in Bystronic's development workflows. This helps us develop products in such a manner that they can be successfully integrated in an industrial environment and generate a high added value for users. Our test customers provide us with valuable feedback that enables us to ensure that the products we develop are fully mature for the market. Some of these customers have very special and complex applications. This allows us to put our products through rigorous testing across a very broad spectrum of applications.
2D Laser cutting machines BYSTRONIC
Contenu